"... sörétezőgép még a drága lapkánál is többe kerül..."
Az biztos...! Házi jellegű felhasználásnál csak a sűrített levegővel való felhasználás jöhet szóba. A munkahelyemen másképpen szórnak.
Az a szerencsés akinek van ilyen persze sok mindent fémtisztára tud pucolni.A sörét gazdaságosabb mint a homokszórás.
De nem is ez a lényeg hanem a hatékonysága a drótkorong,lamellás csiszoló,stb......hántolóhoz képest. A felület olyan érdes lesz hogy az alapozó biztosan jól fog tapadni, zsírtalanítani sem kell utána.
A nyolc tonna egyszer nekem is kevés volt majdnem . Akartam állítani a lefúvószelepen ,de kis várakozási idő megoldotta , meglazult .
Ne vedd a szívedre amit írtam ,nekem ez a megoldás jön be jobban ,ennyi .
Az alsó emelős megoldásnál nem áll úgy kézre szerintem , tartani kell a dolgokat ,az gond .
A váz méhből való ,(mint szinte minden) egybe volt hegesztve ,és kivágták belőle a gyári hengert .
Egyengettem ,pótoltam , de így is rúg ,ha lazul.
Itt lehet oldalra eltolni az emelőt , néhány autó lengőkar szilent megoldás ezt megkívánja .
Sok lesz ebbe 20 tonna , de nem kell felmenni 5-6 bárig a nyomással .
Valószínűleg nem fog kelleni a cserélt hidraulika , így is működik ,csak megcsinálnám , a mostani gondolataim szerint , de lehet ebből sem lesz semmi .
Van még jópár hasonló bontott emelőm ,de ott meg van húzva a henger belseje a rosz mechanikai tervezés miatt . Magrája a végállásra történő nyomatás .
Érdekes az sem nyugtatott le hogy lezártam anno a témát miszerint megvan a fordított és az álló "keretes" présnek is az előnye és a hátránya?
Én eredményesen használom a sajátomat nem éreztem eddig hátrányát hogy keresztgerendás lett.Sőt mivel a gyárit nem nézegettem saját ötletem szerin készítettem. (jó lett volna négy lábbal de nem volt elég anyagom). Pillanatok alatt cserélek szerszámot az erre kialakított menetes részben.
Korábban egy művelethez nem volt elégséges az olajemelő teljesítménye, egy perc alatt lecseréltem az emelőt egy Enerpac-ra és a szerszámokat nem kellet az új eszközhöz legyártani. Persze azzal meg sikerült a felső gerendát kissé meghajlítani de a művelet sikerült.
Ahhoz mit szólsz amikor az emelő lent van és a felső gerenda az asztal? Láttam ilyet autószerelőknél.
Nekik az ismétlődő, szinte célgép módban használt berendezés így kialakítva is tökéletesen megfelel.
Kívánom neked hogy eredményesen, baleset nélkül használd a te szisztémád szerint elkészített présedet.
Talán egy hete vettem két 20 tonnás olajemelőt , felső öntvény anya pereme törött mindkettőn .
A műhelyprésemben fordított 8 tonnás emelő van .
Nekem nagyon tetszett és megfelelt is úgy ...
Balga módon feltettem itt képet dicsekvésként :(
Hát kaptam néhány olyan véleményt hozzászólást hogy égnek állt a hajam !!!!!
A legszebb : felfele kell húzni a kart , hogy nyomás keletkezzen .... NEM LEFELE ....
De : van aki mutatta hogy Ő is hasonló módon használja .
Most azon gondolkodom csinálok egy 20 tonnás cél hidraulikát ezekből .
A túl mozdulás megszüntetésére belül van két horony a cilinder részben , azt kiesztergálom ,oda kap bepréselt bronz vezetőperselyt , és ezen a magasságon hegesztek rá felfogóperemet hogy azon támaszkodjon a munkatér felől ,így nem fog belógni a munkatérbe a teljes emelő magasság ,csak néhány centi .
Maga az emelőtalp az nem öntött , hanem egy acéltömbből van kimunkálva , tunig barát .
A tömbben lévő anya kialakítása is olyan amit még sosem láttam ,külön anya össze esztergálva és csak helyenként részben hegesztve . Ezt valószinűleg kiveszem abból lesz lecsavarható talpa a hengernek .
Na talán ebből lesz valami ,vagy mégsem :)
Utóirat :
A rendes eredeti módon beépített emelő , egy plusz mozgó keresztvassal az nálam , igen ciki , még ha "gyári"
gagyi megoldás is .
Úgy is működik csak hát nem fix , meg rossz még nézni is :)
Mondjuk nem gondoltam volna hogy abból is van ennyire gagyi hiányos állapotú .
Most cseszegetnek hogy értékelésben segítsek ismerős hagyatékában , hát nem tudok .....
A listától is hanyatt esnének itt páran ..... Csillagász árai voltak , Ő tudott olyan áron eladni , az örökösnek nem fog ez menni ,csak nem tudom hogyan mondjam el neki ,finoman .....
Ezért nincs nekem az egyik gépem sem átfestve. Kb. ez az a minőség, amit elvárnék-elfogadnék magamtól. Borzasztó nagy munka egy marógép, esztergagép ilyen minőségű festése. Sok időre és nagyon sok helyre van szükség. Inkább maradjon a gyári kopott festés, még mindig esztétikusabbnak tartom, mint ahogyan sok hirdetett "felújított" gépet átmázolnak.
engedjétek meg hogy megosszam első "esztergálásomat". Nem tagadom, ez a rizikós húzásaim közé tartozott.
A motor a marógépemhez tartozik. A marógép félig házi gyártmány ezért nem elég pontosak a meghajtás alkatrészei. A motor tengelye 6 tized felett ütött és ütött-kopott volt ami hozzájárult a motor és az egész gép rezgéséhez, és most ezt igyekszem redukálni különböző manőverekkel.
Nincs esztergám ezért a marógép talpára rögzítettem a motort és esztergáltam vissza a tengelyt. A motor előtte új csapágyakat kapott. A motor sebességét frekvenciaváltóval állítottam. Hasra. A munka menete ez volt:
- a marógép asztala volt a kéziszán, és a gép lábazat a motor alapzata.
- a motort egy másik művelethez készített egyformára gyalult acélrudakra raktam, hogy lehetőleg síkban maradjon az asztallal.
- a tengelyt finoman esztergáltam és mértem a kúposságot. A csavarok fellazításával forgattam a motort hogy tengelybe kerüljön.
- amikor már 1,5 század volt a kúposság kb négy centiméteren (kifelé) akkor véget ért a beállítás.
- a tenelyre awi-val cusi (réz) bevonatot raktam, mert így kisebb volt a hőbevitel mintha acélt hegesztettem volna rá.
- a testcsipeszt a tengely hátsó kiálló végére raktam hogy ne legyen szikraátcsapás a motorban ami indukálja a tekercset vagy "lehegeszt" valamit belül, pl a csapágyakat.
- rövid munkameneteket tartottam és közben hűtöttem a tengelyt
- a végére a motor burkolata és a tengely másik vége nem érte el a kézmeleg állapotot.
- amikor teljesen lehült (másnap) esztergáltam le, figyelve arra hogy a kúposság ne másszon el.
- a nem használt irányokban mindig rögzítettem az asztalt, hogy pontosabb legyen
- (kezdők hibája: bár fejemben volt hogy mindig kétszer annyival csökken az átmérő mint amit beállítok a nóniusz skálán, mégis egyszer majdnem elb*tam emiatt.)
- a munka végére a tengely kb fél századot ütött és kb 2 század volt a kúpossága.
- Valamilyen okból a szíjtárcsa belső mérete felett kellett abbahagyni a forgácsolást, és így felcuppant a tárcsa a tengelyre. A hiba ott lehetett hogy belső méretet digitális tolómérővel mértem mert más nem volt.
- a szíjtárcsa helyére került és tesz. A tárcsa továbbra is üt 1,5 tizedet, de a rendszer rezgése jelentősen csökkent.
Az osztófej gyári tartozék, ez még egybe van építve a magasságállítóval. Az újabb verziókat már tényleg a magassági szánra kell felcsavarni.
Az "útmérő" ötletét loptam, sajnos már nem emlékszem, honnan. Olyat kell keresni, aminek fém és hengeres a szára, annak a végére könnyebb ráapplikálni mágnest.
Függőleges szánt, osztófejet is Te barkácsoltad? Nagy ötlet az "útmérő" :-) Múltkor éppen nézegettem a Lidlbe, de mondom tiszta hülyeség, de ezek szerint mégse, csak nem arra kell használni, amire kitalálták! :-)
Nagyon szépen köszönöm MINDENKINEK az értékes hozzászólását, sokat tanultam belőlük! Most gyűjtöm a szabadidőt és a bátorságot, hogy ki is próbáljam a leírtakat :-)
Engedjétek meg, hogy egy nem idevaló képpel "kedveskedjek" nektek, hátha van köztetek is, hozzám hasonló "gépbolond" :-)
Tegnap, egy újabb szerelvényemet sikerült levizsgáztatnom!
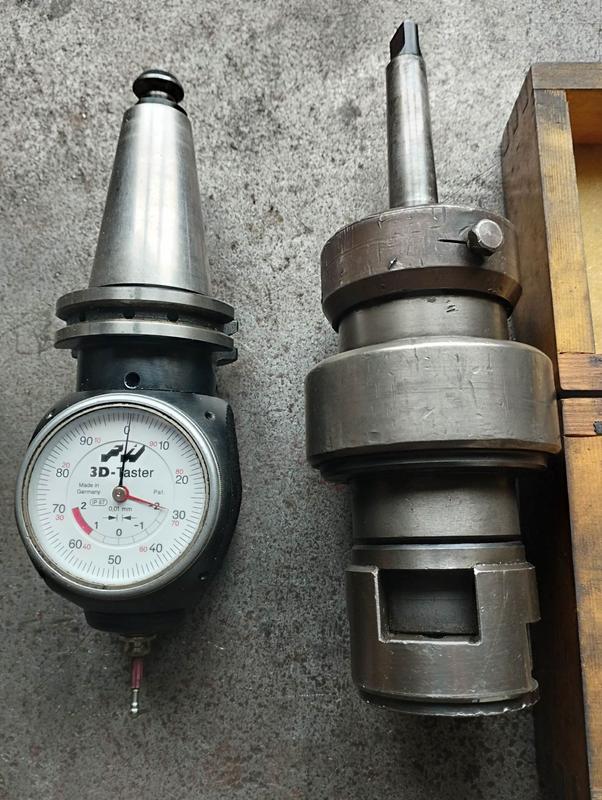
Az Optimum kéziszánjának mindhárom oldala köszörűlt és remélhetően a mozgása is párhuzamos a belső oldalával. Ezért egy hosszab tolómérőröl lehúztam a mozgó pofát és egy gyorsszorítoval rögzítettem, hogy a meredek küphoz a szánt hozzáállitsam. Résellenőrzéssel szemre beállítottam.
Alátétekkel központba állítottam az órát majd addig ütögettem alu kalapáccsal a kissé meghúzott szánt amig mindkét végállásnál 0-t mutatott az óra. Teljes meghúzás után is ellenőríztem. Elsőre nem sikerült de kissè erősebben megszorítva jó lett. A két képen az látszik amkor a késszán teljesen rögzítve van.
Ezzel az állással alakítottam ki a tokmányhátlap belső kúpját.
A tolómérővel való méricskélést azért én erősnek érzem.
Egyébként nem olyan bonyolult dolog ez, és ha nincs etalon, akkor ez az egyetlen megbízható mód a szög beállítására.
Találtam még hasonló képet. Itt pl egy kúpkereket gyártok egy refraktoméretbe, a félkúpszög 23.1° kell legyen:
A keresztszánt így állítottam be:
A hosszirányú elmozdulást itt mérőóra helyett egy átalakított párezer forintos autógumi futófelület mérővel mértem (a végére egy mágnes van eszkábálva, meg az aljára is).
A fogaskerék maráshoz az osztófejet is szögbe kell állítani (18.47°-ra). Azt is így kell csinálni:
"Jó most már azért látom ,igen hosszú nyele van annak a mérőórának a hossz szánon , de az sincsen azért minden bokorban ..."
Ez egy 50mm-es (SHAHE kínai) mérőóra. Nem olyan drága, mint amilyen hasznos.
Ha nincs ilyen órád, akkor a következőt lehet csinálni - és ez még sokkal precízebb megoldás is:
1. Először is kiszámolod, hogy 50mm hossz-elmozduláshoz mekkora kereszt irányú elmozdulás tartozik: 50/40.04mm = 1.2487mm.
2. Ezután beállítod ugyanúgy az órákat, mint a képen, de most a sárga óra is egy kicsi löketű óra.
3. Lenullázod mindkét mérőórát.
4.Ezután a sárga óra és a szán közé beraksz egy 50mm-es mérőhasábot, és addig mozgatod a szánt, hogy 0-t mutasson a sárga óra. A fehér órának 1.2487mm-hez közeli értéket kell mutatnia, akkor áll jó szögben a kéziszán.
Ezt lehet fokozni, hogy a kereszt elmozdulás nagy részét is mérőhasábbal pótolod, és csak a maradékot méred az órával. De ilyenkor - nagyobb szögek esetén - figyelni kell arra, hogy a mérőhasáb is szögben áll, pl. egy 1mm-es mérőhasábot a fehér óra és a szán közé berakva az óra nem 1mm-rel, hanem 1/cos(K) mm-rel fog elmozdulni. A mi esetünkben ez 1/cos(1.4305555°)=1.0003mm, amit a műhelyben nyugodtan vehetünk 1-nek. De nagyobb szögek esetén figyelni kell erre.
Ebből a kúposság fele = tan(K) = 0.02497309417 = 1:40.04.
Ez az érték pont a wikipédia oldalon levő "taper" (=kúposság) érték (1:20.020) fele.
Ez alapján akkor áll jó szögben a kéziszán, ha a hossz-szánt 40.04mm-t mozgatva (sárga óra) a fehér óra éppen 1mm elmozdulást mutat.
Arra kell figyelni, hogy a két óra pontosan párhuzamos ill. merőleges legyen a főorsóra. Ha nem az, akkor az hibát visz a mérésbe.
Ahogy írtátok, azt is lehet csinálni, hogy egy gyári kúpot befogsz nagyon pontosan koncentrikusan, és arról veszed le a kúposságot egy, a kéziszánra tett órával.
Ez volt a 2. módszer az én szövegemben.
Itt abból származik a hiba, ha mérőcsúcs nem pontosan a tengely magasságában van, illetve, ha nem pontosan központos a befogás.
Akárhogy is, mindenképpen javaslom a 3. módszert - a gyári kúp belepróbálását és a korrigálást - a végén:
Én befognám a fúró tengelyét két csúcs közé. A kéziszánt kb 2fokra állitanám. Forgás közben érintőt fognék a kisebbik átmérőn. A kéziszánt eltekerném a nagyob átmérőig. Ha a kereszt szán nöniusza érintőfogásnál azonos,kész a kúp körülbelüli beállitása. Az átszabályozást már lent leirtam. Ha elfogyna az átmérő,marad a felhegesztése a tengely végnek.
De most néztem meg ebben a hozzászólásban a képet tüzetesebbem ....
Hát ezt a módszert még én nem láttam .
Szerintem értem mire gondolt , de néhány tíz mili lehet a hossz szán elmozdulását mérő óra mérési tartománya , nem ad szerintem túl pontos megoldást , de remélem ezt kifejti részletesen a Tanár úr , hátha tanulok újat .
És ezt most nem kötekedésnek szánom !
Szerintem értem mit mutat ,csinál , de nem tartom jó megoldásnak . Rövid a az úthossz amin a kéziszán forgástengelytől való távolodását detektálja ,szerintem .
"Azt ugye tudod hogy..." Nem, nem tudom! Sőt nem is értem pontosan, amit írsz! MK2-nek ugyanaz a kúpszöge mint a B16-nak, vagy pont a fele? MK2-es kúpom van, induljunk el ezen a szálon :-) hogy állítom hozzá a kéziszánt?
"bár nehezebb, a fúrótokmányról is leveheted a pontos kúpszöget (belülről) oldaltapintóval. ha elég pontos a fúrótokmány és belefogsz egy pontos hengeres rudat és azt fogod az eszterga tokmányba." Ez nem járható mert itt a tokmány kúpja is sérült.
"Én úgy csinálnám (technikailag sosem esztergáltam) hogy vennék egy ugyanolyan kúpos dolgot és ahhoz óráznám hozzá a kéziszánt. Persze ez egy költséges dolog, de ha pl nem kellene venni, csak kölcsönkérni." Az én hozzáértésemmel, azt hiszem ez lenne a legjárhatóbb út, ha valami sérülésmenteshez állítanám be a kéziszánt. Meg hát a cél az is lenne, hogy a fúróorsó kúpja szabványos legyen egy későbbi tokmánycseréhez, tehát ne csak a két jelenlegi rossz kúp zárjon.
"vagy csak maradnék annál hogy a megvásárolt kúp szárát visszaesztergálnám és belecsapolnám a fúró tengelyébe. 3000ft az alapanyag." A kúp szára nem olyan kemény, lehet azt esztergálni? Abba az amúgy is gyenge fúrótengelybe belecsapolni+ hegeszteni, akkor abból mi lesz???
Fikszálni illene a hossz szánt és a keresztszánt ,különben nem sokat ér a dolog ,ha ezek mozdulnak .Azt ugye tudod hogy az Mk2 szöge ugyanaz mint a B16 - B18 FÉLKÚPSZÖGE ,PONTOSABBAN .
Mert az Mk2 méreteiből van származtatva .
Csak azért mert az hosszabb , könnyebb lemásolni a félkúp szögét , és ugye abból feltételezhetően akad pontos gyári darab .
"...a gyors tokmányba megfordult a fúró,és ha ezek hőkezelése nem egyforma,szerintem így is létrejöhet a forgás közbeni ütés..." Ezzel kapcsolatban, megfordulni ebben is párszor megfordulhatott már a fúró, de nálam nem ez a baj! Az egész tokmány szemmel láthatóan "kóvályog". A sima hangeres felületét nézve, nagyon üt!
bár nehezebb, a fúrótokmányról is leveheted a pontos kúpszöget (belülről) oldaltapintóval. ha elég pontos a fúrótokmány és belefogsz egy pontos hengeres rudat és azt fogod az eszterga tokmányba.
Én úgy csinálnám (technikailag sosem esztergáltam) hogy vennék egy ugyanolyan kúpos dolgot és ahhoz óráznám hozzá a kéziszánt. Persze ez egy költséges dolog, de ha pl nem kellene venni, csak kölcsönkérni. .
vagy csak maradnék annál hogy a megvásárolt kúp szárát visszaesztergálnám és belecsapolnám a fúró tengelyébe. 3000ft az alapanyag.
De miért hármat? Úgy nem jó hogy veszek kettőt ami kicsit homoru, és azokat csiszolom össze? Végül is nekem ez nem kell olyan nagy pontosságú dolgokhoz, tizedmilliméter bőven elég volna, inkább az hogy ne legyen karcos, hogy a karc belejátsszon a rajzolatba mikor tintával nézem a munkadarabot.
Szemcsének gondolom szilícium karbid kellene, ugye? Azt hol tudok emberi árban rendelni?
A praktika= próbálkozás. Ha szerencséd van,mindkettő üt. Ha a teremtő is úgy akarja,egyszerű a dolgod. Ha üt a fúrógép tengelye , filccel jelöld meg a csúcspontot. Ha a tokmány is üt,és ezt az esztergagép tokmányában látod,jelöld meg az indikátor emelkedési csúcspontját. Ha a két mérés hibája közel azonos,akkor a fúrógép tokmány jele,és ennek tengején levő jel ellentétes helyre kerül,tehetsz egy próbát,fogj be egy csigafúrót,és ha az égiek is úgy akarják,közel jársz az ütés mentes csigafúró forgáshoz.
A legjob megoldás,a kúpok újra esztergálása,azonos kéziszán szög állással. A tengelyé a necceseb,mert a tokmányban levő csúcs fogja a forgácsolás erőigényét dörzshajtással véghez vinni. Kb 2tizedes fogással fog működni. A gyorstokmány furatát lehet forgácsolni,ha szerencséd van,ez nem hőkezelt. Én találkoztam már sima lágy anyagú tokmánnyal. Ha hőkezelt,egyenesköszörű késtartóba fogva.........a megoldás. Vigyázni kell a fogások nagyságára,én a keresztszánhoz indikátor órát szoktam rakni. Egy százados,de lehet,hogy ennek fele is elég a folyamathoz........
Én úgy vélem,hogy a gyors tokmányba megfordult a fúró,és ha ezek hőkezelése nem egyforma,szerintem igy is létrejöhet a forgás közbeni ütés....... Ha nem értessz valamit,tegyél fel kérdést. Sajnos néha nyakatekert a fogalmazásom,bocsi......
A skála alapján valóban nem tudsz pontos szöget beállítani. Amit tehetsz:
1. Szögfüggvényekkel kiszámolod a kúp kúposságát (vagy eleve ezt az értéket nézed ki a táblázatból), és két mérőórával nézed beállítod erre a meredekségre a kéziszánt. Kb. mint ahogyan a színus-asztallal beállítja az ember a szöget.
Valahogy így:
Vagy:
2. A kúp ellendarabját befogod (leginkább csúcsok közé), és mérőórával beállítod a kéziszánt a kúp alkotójával párhuzamosra.
3. (Az előző kettővel kombinálva) Próbálgatsz: Beállítod a keresztszánt minél jobban és felszabályozod a felületet vele. Ezután belepróbálod az ellendarabot (tusírfestékkel bekenve). Ezután igazítasz a keresztszánon és ismétled a processzust, amíg tökéletes nem lesz a kúp szöge (vagy teljesen el nem fogy az anyag).
"A praktikáról írok,ha érdekel.........." Buta kérdés! :-) Hát persze, hogy érdekel! A köszörűn még csak eltudom képzelni, hogy a tengely köszörüléshez beállítom a 2° nemtudom hány szögpercet (ha egyáltalán ezt is jól néztem a NET-en), de az eszterga kéziszánján a belső kúp esztergálásához??? De , hogy ez a két különböző gépen készített kúp mennyire lesz önzáró, na itt már vannak kételyeim?! :-) Gyári új kúpokhoz kellene beállítani a gépeket, nem pedig a szögbeosztáshoz?
A köszörűn még csak 60°-os állócsúcsokat és tokmánykulcsokat köszörültem, ennyi a tapasztalatom! De Morse hüvelynek/kúpnak még esztergán se mertem nekiállni úgyhogy jöhetnek a "praktikák"!
Köszönöm az ötletet, nagyon jó! Bár 3x kellett elolvasnom, mire sikerült megértenem, hogy mit javasolsz :-) Lényegében egy álló rúd, aminek menetes végét belehajtom a T anyába és ezáltal rögzül és akkor ez megtámasztja a munkadarabot/satut elfordulás ellen.
Recézőm nincs, de egy D30-ast már talán akkor is meglehet szabad-kézzel húzni, ha sima. Most jutott eszembe hatlapú rúdanyagból kell csinálnom!
Igen, úgy gondolom. Kopott tengelyek hegesztéssel történő javításakor a felhegesztéskor görbülnek, utána ezzel a módszerrel szoktam újraközpontozni őket. Csapágylehúzóval szétgyilkolt villanymotor tengely csúcsfészkét is így szoktam javítani,- szóval kivan próbálva.
Esztergagép tokmányába csinálj egy kb 12mm- es ágmérőt,kb 40mm hosszon. Erre fogasd fel a tisztitott furatú tokmányt. A furat szélétől kb 3mm- re belehet lógatni az indikátor végét. Ha az óra mutatója megmozdul,ez is okozhat csigafúró ütést. Ha a főorsó nem üt,a tokmány furatát kell javitani. Ha mindkettő üt erre is van praktika,de legjobb mindkettőt javitani. Ha netán az átmérők vesztése nem engednék a kúp önzárását,a tokmány,vagy mindkettő hosszát módositani kell,vagy legrosszab esetben a tengely végét felhegeszteni..................és új,nagyob kúpot esztergálni........
Kérdés, hogy a tengelyed vagy a tokmányod üt (az utóbbi is elég gyakori szokott lenni)! Első lépésben vedd le a tokmányt és mérj a tengelyre, ehhez melegíteni kell a ragasztás miatt a tokmányt, és ragasztótól gondosan megtisztítani a helyét az órázáshoz! Ha még adhatok egy tanácsot: Csinálj ez 100 milcsi körüli átm, 25-30 közötti teljeshosszában recézett anyagot, M 8 menettel , innentől egy t horonyanyával lesz egy biztonságos, pillanatok alatt le/fel szerelhető satu illetve munkadarab ütköződ! (onnantól nem "veszi el" tőled a darabot a géped)
"A csúcsfészket késsel felszabályoznám..." Ezt úgy gondolod, hogy akkor az új csúcsfészek, a görbe tengely miatt, oldalra kerül, de ezáltal lesz központos az egyenes rész tengelyével?! Talán érted, hogy mit akarok kérdezni? :-)
Köszönöm válaszod! Majd vetés után szétszedem és többet látok. Ha megtalálnád az orsót és lefényképeznéd, azt azért megköszönném! Jó lenne látni, hogy patronba belehet-e fogni? Mivel a hengeres rész már nem üt, abban bízok, hogy egyenesen tehetném a köszörűgépre?!
Érzésem szerint nincs idehaza olyan cég ahol egy gránit mérőlaphoz szükséges pontosságú gép rendelkezésre állna. Ahol volna egy jobb sík köszörű ott szerintem nem szeretnék kőporral bekoszolni a gépet. Amit esetleg megtehetsz hogy veszel sírkövestől három egyforma gránit lapot. Csiszolóanyagos boltban egy sorozat csiszoló szemcsét azután szerintem egy két hetes kézi dörgöléssel egymáshoz csiszolhatod őket. Ha türelmes vagy jobb lehet az eredmény mint a gyári, ráadásul lesz két tartalék lapod is. A munka időigénye kb a hobby távcső tükör csiszoláshoz mérhető.
Gránit mérőlapot szerintetek lehet ott síkoltatni ahol a hengerfejet csinálják, azon a gépen? Vagy ott csak fémet? Van egy gránit mérőlapom, kb. hengerfej méret amúgy, az évek során eléggé összekaristoltam, jó lenne szép simára megcsináltatni mint amilyen bolti állapotban volt. Ha ott nem lehet hol lehetne? Sírköveshez nem akarom vinni, mert onnan van egy lapom, azt mondták vigyem nyugodtan az tökéletesen sík, hát nem az. Félek elizélné ezt is.
Köszönöm ezt megtaláltam,inkább valami alternatívára gondoltam.
Természetesen nem várok gyors eredményt,van türelmem.Mivel volt alkalmam megfigyelni egy mestert,(és hasonló videókat) látom hogy sok egyéb eszköz is szükséges ha a geometriát is korrigálni kell.
Van egy eu215 gépem,és jó sok éve a késtartója,vagy ennek ütköztetése nem működik. Vagyis mindkét irányba forgatható. Van neki gyárilag tüskéje,de ez berohadva,beragadva. Annó próbálgattam életet lehelni bele,de az évek,meg a kopás,a lötyögés,szóval mindig csak halogattam az újjitgatást.
A kérdésem az volna,hogy létezik e oj mód,hogy a késtartó visszaáljon,és tartsa a méretet is.
Én a görbe tengelyt esztergába fognám jó messze a görbe végétől, a kúpnál lévő csapágyhelyet támasztanám meg lünettával. A csúcsfészket késsel felszabályoznám, így már mehet a köszörűre.
Én annyit tettem az ilyen gépemen hogy a sorjákat leszedtem és pár kis "hornyot" "hántoltam" bele hogy meg tudjon ülni a kenőanyag.
Szerintem ha könnyen jár kenve és be tudod úgy állítani hogy ne lötyögjön akkor ne ess neki durván.
Szögeket, párhuzamosságot tartani a két oldal és a két összilleszkedő alkatrész között azért nem olyen egyszerű főleg ha valaki most esik neki a hántolás témának.
google: hántoló lapka A sandvik elég drága de kiváló minőségű. Gyémánt korongon szokás fenni. Arra számíts hogy nem két perc mire megtanulod azt a pár nagyon egyszerűnek tűnő fogást.
Ha szeretnél képet külön az orsóról ,nálam van több kibontva ,letört kúppal , és görbe is , majd feltúrom .
Azt találtam ki hogy az első csapágynál fogom be ,akár egy hasított hüvelybe egyengetni .Volt már amit felszabályoztam ,a kúpját , azt szétszerelés nélkül fogtam be a végét tokmányba , és a járóhüvelyt kitámasztottam állóbábbal ,az úgy jó lett .
Úgy egyébként ez az önszorítós tokmány hosszú , lehet az is bűnös a dologban .
A fúrógéped a régi fajta , amiben még van anyag , egy működik nálam ,az asztali változat felső része került rá ,mert az volt egyben jó .
Van még egy annak a felső oszlop része törött , ahhoz is van még alkatrész .
Eladásra kinálok egy gyári uj útmérőt 3 db 0,5 nm érzékeny üvegléccel. a készülékhez magyar nyelvú leirást és használati utmutatót is tudok mellékelni. A készülék ára a 3 mérőléccel 90,000 ft.
Először is tekints bele a tokmányba mekkora az átmenőfurata. Ezt követően fogj egy M8-as összekötőanyát a tokmányba, hajts bele egy csavart, majd a tokmányt megmelegítve letudod vele feszíteni a tokmányt!
Felteszem a kisebb oszlopos fúrógépem hátha valaki ismeri, hogy néz ki ennek fúróorsója?
Már eleve úgy került hozzám, hogy egy kicsit ütött, de tudtam használni. Aztán egyszer "elvette" tőlem a fúrandó anyagot és le is esett a tokmány róla. Visszaütöttem, kicsit még romlott a helyzet. Aztán még egyszer bénáztam vele, megint leesett a tokmány. A kúp felülete is sérült, csiszolópapírral kijavítottam és csapágyragasztóval tettem fel a tokmányt. Buta voltam, nem néztem meg a kúp ütését. Na most már szinte használhatatlan! Azt tartom érdekesnek, hogy a kúp feletti hengeres rész egyáltalán nem üt, a tokmány sima hengeres oldalához téve az órát, az iszonyúan! Létezhet, hogy a kúp meggörbült úgy, hogy a tőle ~2cm-re lévő hengeres rész nem?! Nem lehet, hogy csak a tokmány belső kúpja nyomorodott meg? Szétszerelve, ha a kúp görbe, lehetne rá új kúpot köszörülni, szerintem engedne annyit a vállig, de még a vállból is lehetne leesztergálni, ha muszáj. Csak, még az is a félelmem, hogy tudom én az orsót központosan befogni köszörüléshez? Két csúcs közé nem tudom, mert ugye görbe? Köszönöm az építő hozzászólásokat/javaslatokat!
Tusírpasztát keverj magadnak. Berlini kék ( Párizsi kék ) pigment port vegyél művészellátó boltban, pár csepp gépolajjal dolgozd össze kb cipőpaszta állagúra. Henger sem kell, én egy kis fadarabra ragasztott filccel oszlatom el a felületen, bár lehet hogy a henger takarékosabb volna. Majd egyszer készítek valami régi írógép gumihengerből.
Valaki tudna tippet adni hogy tusírpasztát meg hozzá való hengert hol tudok legolcsóbban rendelni? Amit az OBI-ban kapni gumi tapétázóhengert az jó lehet hozzá?
Ígértem, hogy teszek fel képet a "titokzatos kalickás" szalagcsiszolómról, hátha ad valakinek valamilyen ötletet.
Kerekeket készítettem neki, mert kicsi a helyem és folyton mindent mozgatnom kell. Az állítható vezetők nagyon jó szolgálatot tesznek pl. széles fapolc végeinek derékszögbe csiszolásánál. Az a kis fehér hasáb, amit rátettem a szalagra "radir". Lehet, hogy rajtam kívül már mindenki hallott róla, fával történő eltömődés esetén lehet vele a szalagot tisztítani!
Krumplit ültettem, elvagyok havazva a tervezési munkáimmal is, úgyhogy elnézést ,hogy így "egyben" fejezem ki köszönetemet mindenkinek, aki próbált segíteni nekem!
Az uni-max-os "forgó-morgó" tokmányról lebeszéltetek, pedig valami hasonló nagyon jó lenne!
A kinézett bolgár fúrógép, ezek szerint MK1, hát azt nagyon gyengének érzem, ha a B16-ot is sikerült tönkre tenni! Megmértem az jóval gyengébb mint a B16! Legfeljebb, ha utánam dobják, csak akkor hozom el :-)
Nem tudom, hogyan lehetne egy félrekopott lukban kúppal meglelni a közepét. A helyzetet nehezíti az, hogy nem egy lukban kell meglelni, hanem van,aminél négynek kéne egy sorban lennie.
rferi, a CEE csávó aki a hidraulikus hengerekkel matat, csomó videóban javít oválisra kopott szemeket. Ő is kúpos darabbal találja meg a közepét.
Furcsállottam a paki videókról amiket írtatok, nem láttam még olyat amit nem telefonnal vettek fel, gyakran látni a pofa árnyékán is ahogy tartja. Valóban közelebb van a technikájuk az enyémhez mondjuk a papucsoktol meg az igénytelenségüktől hányok. Meg a humortalanságtól. Nem látod, hogy poénkodnának meló közben.
Javaslom a Jeremy Makes Things t. Ő mindenféle talált vasdarabokból IS csinál dolgokat plusz vicces is.
mindenkinek igaza van. én mind a négy gépemet elég jó áron kaptam, de csak azért mert mindegyiken kellett valamit bügykölni. elég jól belőttem hogy a milyen részek vannak rendben és mit kell hozzá bütykölni. Az élőmunkám teszi hozzá az értékének azt a részét amivel olcsóbban kaptam meg.
Zártszelvényből vastagfalú van mindenhol ami a merevséget adja. Az egész van vagy harminc kiló, a neten látható működő darabok mind papundekli ehhez képest. Azt azért ellenőriztem mennyit hajlanak az első tengelyek ha jól meghuzom a szalgot, kb 0.2 t. Lehet a 12es tengely lehetne combosabb tényleg.
Próbáltam pár dolgot.
A motor görgőről leesztergáltam a 4mm s púpot mert az látszott h a szalag máshol nem is éri. Így már tudtam ellenőrizni (egy 38 mm vastag munkalap darabbal de azt megnéztem tusírlaphoz) hogy az első görgők alkotója meg a motoré egy síkban van. Nem volt, billentgettem a motort, hogy jó legyen.
Így, hogy már egyik görgőn se volt púp teljesen beállithatatlan volt a futás.
Csináltam púpot a feszitőgörgőre. Nem volt sokkal jobb a helyzet de itt jöttem rá, hogy kell a motor görgőre mégis púp, meg hogy mennyire fontos a vezetés szempontjából az, hogy feszes legyen a szalag. Tehát valóban, a motornál nagyon hatásosan lehetne állítani a futást, egyelőre alátéteztem a motor rögzítő csavarjait.
Tehát újból csináltam púpot a motorhoz de már csak 2mm t. A 112 szélességet 5 részre osztottam, középen henger, a szélek felé 1,5 majd 3 fokos kúpokba megy át. Ezt nagyon szimmetrikusan, mérőórával mintha morse kúpot másolnék.Az eredetileg 116 os átmérő végul 110 lett.
Így jó lett, végül van korona a feszítő meg a motor görgőn is. A közepeik egy vonalban vannak mert a feszitő görgőn is ugyanúgy 5 részre osztottam esztergáláskor a szélességet, a közepe henger. Beállítható a futás, a feszítőgörgön a lehető legnagyobb átfogási szöget állítom a fej hátratolásával. Terhelésre se mászik el akkor se, ha a szalag széléhez nyomom a 30x30 tömör vasrud végét.
Ezt sikernek értékelem. Mindvégig a lehető legpontosabban mértem és dolgoztam ami a gépeimtől és a tudományomtól tellett. Köszönöm az észrevételeket.
Pont ilyen úton jutottam hozzá egy szerszámmaróhoz. Egy itteni kolléga linkelte ide azzal, hogy a hirdetés vagy kamu, vagy már nincs meg. Nem volt kamu, ráadásul még megvolt. Próba szerencse.
Ki tudja a választ.... azért kellő óvatossággal és nagy szerencsével akár egy jó gépet is ki lehet fogni. Inkább egy fórumtársnak legyen szerencséje, mint hogy egy kupec hirdesse a jövő héten dupla áron.
és miért 2022-esek a képek? A másik pedig egy képernyőfotó. A két kép nem egyszerre készült, mert máshogy áll a satu. A képeken négy szerszámgép van, akinek ennyi van az nem kótyavetyéli el.
ha csak a kup az orsó végén hibás, könnyen javítható. nekem is hibás volt, levágtam, ráhegesztettem egy csappal egy rudat és egy hozzáértő kolléga ráesztergálta a kúpot megint. szuperül megy.
A fotók és a rajz nincs szinkronban, hiányzik a forgózsámolyt a talphoz szorító két átellenes rögzítőkar, ami rajzon ott van, de a valóságban nem létezik :)
A leírásban a 100mm az pedig nem a tokmány átmérője, hanem az alatta levő talpé. A tokmány az 80 mm-es.
Az biztosnak tűnik, hogy Bolgár. Lehet, hogy az újabbak már MK2-esek?! Rájöttek a gyárban, hogy ilyen ford. szám tartományban és ekkora motorral sokkal használhatóbb úgy. Érdekes , hogy a Fabekes hirdetésben nem említik a dahlander motort, pedig ott van rajt a két kapcsoló?!
Köszi szépen! Nekem is nagyon karcsúnak tűnt a fúróorsó, de a remény homályosította a látásom :-)
Az a baj, hogy a kis oszlopos fúrógépemnek megvan görbülve a B16 (talán jól írom?) orsója és ha ehhez nagyon olcsón hozzájutnék, akkor érdekelne. Akár még a meglévő oszlopára is rátudnám tenni. Végül is használhatom tokmánnyal, hisz van egy nagy oszlopos fúrógépem, csak mégis jobb lett volna 2-es kúppal. Na majd az ára eldönti!
Még nagyon várok Vetreszka hozzászólására, mert neki ilyesmi van, ha jól értettem?!
Az embereknek elment az eszük mostanában, ha szerszámgépet akarnak eladni.
Ez a gép ki van herélve.
Sebességváltó leszerelve,gondolom egy frekiváltóval magyarázzák a megoldást. A nyomaték, meg ki a fenét érdekel?
Norton? Sehol.
Az a szánrész amúgy nem dolgozik semmikor, mert az a szegnyerget vezeti, és annak odáig soha nem kell bemennie. Szóval ez lenne a legkisebb gond.
Az pedig, hogy a többi vezetékből nem vágtak ki azért volt, mert ez van legközelebb a főorsóhoz, tehát a túlméretes munkadarab ehhez verődik legelőször hozzá.
Arról persze ne beszéljünk, hogy, ha túlméretes munkadarabbal hajtották - és nem egyszeri alkalomra szokták kiköszörülni emiatt az ágy egy részét!!! - akkor ugye túl is terhelték ezzel a gépet - csapágyazások, fogaskerékhajtások - ja várjá' a fogaskereket már ki is dobták belőle! Vajon miért?
Az "előbb utóbb lesz egy esztergám" sorozat mai része: Elmentünk megnézni egy E400-nak hírdetett, majd a helyszínen kiderült, hogy egy E1N típusú esztergát. Rettenetesen lepukkant állapotban, egy féltető alatt hevert nyakig rozsdásan, ami még nem szegte kedvünket. És jött a feketeleves, amit a csatolt képen jelöltem, hiányzott egy kb 30cm-es rész a belső prizmából. (remélem jól írtam) Amikor kérdőre vontuk az eladót, a válasz a következő volt: Azért lett ott kivágva egy rész, hogy nagyobb munkadarabok is beférjenek. Azt már meg sem kérdeztük, hogy miért csak az egyik "sínből" hiányzik ez a rész. Megköszöntük az idejét, és eszterga nélkül hazajöttünk. (A kikiáltási ára 370.000 Ft volt amiből 1 fityinget sem akart engedni)
pont úgy néz ki mint egy körömnyi hulladék ami úgy van összepakolva darabokból. Elég jó érzékem van ahhoz hogy valamiről megmondjam hogy mennyire van átgondolva, és erről lerí hogy gagyi.
- nagy hézagok az illesztéseknél
- horony belevág a feliratba
- ütött-kopott hatás pedig vadonat új
- alátétek kilógnak a síkból
- t csavarok nem pontosan illeszkednek
- látszik hogy felső tokmány nem pontosan van az alatta lévő hengeres felületen hanem kicsit oldalra van csúszva
- csavarfejek közvetlenül az oldalfal mellett (megsérted a felületet a kulccsal)
- rövid a szögben állítónak a rögzítőkarja, nem lehet meghúzni
- acél-az-acélon tengelyelfordulás
- már a fotón is ki van lazulva a tekerő egyik karja
- felesleges fogazás a nóniusz melletti gyűrűn
- 6 fajta kulcs a különböző oldásokhoz (4szög, imbusz, hatlap, lapos csavarfej, karos, keresztcsavarfej)
- ritka a beosztás a skálákon
- ha lerakod az asztalra, nem tudsz ráfogni a tekerőre mert majdnem leér
- legalább négy fajta felületkezelés
- lemezdarab a szögállító skála melett
- eláll a szögskála lapkája a felülettől
- nincs a vízszintes skálának alap viszonyítási pontja (rovátka vagy miat*köm)
- tekerő nincs rögzítve csavarral vagy más módon
- csak a tengely rögzíti a felső részt, ami ha kikopik akkor lötyögni fog az egész
A Te és hozzád hasonló szakértők őszinte véleményét! A szerszámköszörűm asztalára mindenképpen szeretnék egy tokmányt és ebben tetszik, hogy valamilyen mértékben forgatható és még dönthető is, csak az árát sokallom, de szerintem olcsóbban nem jutok hasonlóhoz?!
Mégis sikerült képeket kapnom, szeretném, ha megszakértenétek!
Olyan, mint a Te géped? A legjobban az izgat, hogy Morse 2 vagy 1? Mennyire lehet a fényképről eldönteni, én 2-re saccolnám, de lehet, hogy a remény becsapja a szememet?! :-)
Két kapcsoló van az asztal homlokoldalán, a forgatókar lejár róla, teszik egyikről a másikra. A két fordulatot biztosan tudja az egyikkel és ez a lényeg, tehát a motor jó. A másikra állítólag nem reagál semmit, tehát nem vált forgásirányt, ez nem probléma, könnyen javítható.
Volt már itt szó a Dávid esztergáról és akkor az volt a mondás, hogy a keresztszán (és a szegnyereg) nem a csöveken ül, hanem felfekszik a rudak alatt levő köszörült sík felületre, tehát az is az ágyvezeték része. A csövek csak X irányban vezetnek.
Szerintem van olyan hogy gépágy,amelyből képzik ki az ágyvezetéket. Mivel a vezeték itt ettől független,az alátámasztás hiányában nem ossza tét a terhelést a gépágyon ,inkább nevezném géptestnek az alatta lévő szerkezetet.
Sosem dolgoztam ilyen szerkezettel így gyakorlati tapasztalatom sincs vele ,de a kialakítása miatt én is idegenkedem tőle. Anno inkább készítettem egy gépet.
Ha a harántgyalu 100%-ban hadrafogható lesz, szeretnék egy kisebb táskaméretű gépet is készíteni.
Szerintem a David-nál a sín két rúdja nem az ágy. Az ágy alatta van. Hasonlít a megoldás az Emco-Unimat gépekhez, de azoknál az ágy öntvény volt, a David-nál pedig úgy látom, hogy egy hengerelt profil.
Azért hobbi szinten együtt lehet élni egy kopott géppel. A Davidot viszont ne sajnáld, nekem az a gép ingyen sem kellene /elnézést a David tulajoktól/. Nem tudom elképzelni, hogy ne remegjen be leszúráskor. Az ágynak nevezett két csap nem a legszerencsésebb konstrukció.
Az ilyen szintű rozsda már tizedmillimétereket megevett az anyagból, GAME OVER. Viszont kilós áron késkészítőknek felkínálhatod, mert ezek minőségi acélok, szeretik az ilyesmit.
T. Fórumtársak! Elnézést, ha más témában kérnék tanácsot a most folyamatban lévő csiszolás - csapágyazás - meghajtó motor témákhoz képest. Kb. 15 éve magára hagyott vasas műhely, rengeteg gyűjtött - megmaradt anyag és alkatrészek rendezése, további sorának megoldása lett a feladat. A műhely és a tároló majdnem pince jellegű 2 helyiségben kb. 2/3-ban talajszint alatti ("pecókban") vannak. Nagy a páratartalom, átszellőzés minimális. Ez miatt erős rozsda - korrózió alakult ki. Adott esetben ez oly mértékű, mintha az egyébként egymáshoz képest elmozduló elemek összehegedtek volna. Pl.: pillamat szorítóknál (kb. 25 db klf méret) nem lehet megmozdítani a szorító menetes orsót, a méretállító laposvason ezt a menetes orsó szorítópofát nem lehet magasságban állítani, nem mozdítható. Még nem használt 10-es 13-as fúrótokmányok kulccsal mozdíthatatlanok. Klféle méretű asztali- és csőszerelő állványos satuk. Stb. Mindennel próbálkoztunk: csavarlazító spay, petróleum, gázolaj, brigeciol. Áztatás után adott helyeken kisebb - nagyobb ütések: semmi eredmény. Régebben mintha olvastam volna valami rozsdaoldásról itt, de nem találom. Tudnátok segíteni mivel próbáljuk megmozdítani ezeket? Bár lehet kérdéses egyáltalán a további értelmes használatra alkalmasságuk, megéri a beletett munka? Köszönök minden javaslatot.
Egy kis frissítés Dávid ügyben. Dávidunk semmilyen formában sem alkalmas forgácsolásra sajnos. Lóg minden, mint tehénen a gatya. Marad a vadászat esztergára! :)
Szerintem aki tekercselt már motort az tudja hogy kevesebb póluspárhoz, kevesebb menetszám, vastagabb huzal, és nagyobb amper tartozik. Ezért kell az alacsonyabb fordulatszámhoz, deltába kötni a motort, a magasabb fordulathoz szerintem itt is duplacsillagba van kötve, csak nem jelölték az adattáblán. Ez így logikus, és ez szerintem is 220-as Dahlander motor. Különben azt tanultuk hogy nem ez a legkedvezőbb tekercselési forma, villamosszempontból.
Figyelted az adattábláján a 220 Y/delta V feliratot? Ez háromfázisú tekercselésre utal, illetve, hogy ugyanazokat a tekercseket használja mindkét fordulatra. Amiket te mondasz, két különálló, két fázisú tekercsrendszerrel készültek, üzemi kondenzátorral. Szerintem ez is dahlander, 220V feszültségre méretezve.
Pl az Orosz nagy Káma szivattyú motorjai is 3 fázisú tekercselési rendszerben van tekercselve, méghozzá dupladelta kapcsolásban, de meg sem közelíti a pl a 2 fázisba tekert motorok üzembiztosságát. ( indulási nyomaték, forgásirány váltás stb paramétereit.
A fűnyírók is hasonlóképp fékeznek. Régebben volt kúpos forgórészű aszinkron motor,az sokkal üzembiztosabban csinálta a fékezést. Daruknál alkalmazták.(csak érdekességképp)
Egy helyreállítós videóban ezzel a motorral láttam, nem tudom hogy ez lehet-e az eredeti. Viszont ezen is 2 adat van megadva teljesítményre illetve fordulatszámra. Ezt esetleg valaki el tudná magyarázni? Elég rossz a kép, de nem 220/380 van beütve, hanem csak simán 220.
Én már ezek után, azt se tudom fiú vagyok-e vagy lány (ezen ma amúgy is divat, sokaknak elgondolkodni :-)
Leírtam mit láttam/mire emlékszek. Most már legszívesebben szétszedném újra, de akkor csak a csapágyazással voltam elfoglalva és szokás szerint sietnem kellett. Talán egyszer megtudjuk az igazságot, de remélem nem azon a módon, hogy elromlik és muszáj lesz szétszerelni?! :-)
Ha már így belemélyedtünk, kerestem egy képet, ebből érthető. Abban igazad van, én is azt mondtam, a kapcsok mindenképpen 400V-ot várnak, de abban nincs igazad, hogy soros csillag vagy párhuzamos csillag, mert szerintem párhuzamos csillag és soros delta.
Igen erre nem megoldás a frekiváltó, Csuhás azt sima 3F motorra mondta, csak annak vásárlásakor ügyelni kell, hogy mind a 6 tekercsvég ki legyen vezetve.
A kalickakört megszakítani életveszély egy ilyen motorra nézve. Kábé a második napon előállna olyan helyzet, hogy leég a motor.
Amit te ott láttál, az az volt, hogy amikor a delej rámegy a mocira, és bent kialakul a mágneses tér, a forgórész berántja magához a rugó ellenében a féktárcsát, ettől az kiold, és mehet a forgás.
Merthogy 230 voltról fog járni, nem 400-ról. Emiatt eleve csillagban volt, és most mehet(ne) deltában.
A Dahlander motor esetében - ami a kollégának van a gépen - azonban az a baj, hogy azt nem tudja deltába átkötni. Hat kivezetés, de a Dahlander kapcsolásnak megfelelően ezek mindig 400 voltot várnak - általában bent csillagba van kötve, és vagy soros csillagot, vagy párhuzamos csillagot tudsz a Dahlander kapcsolóval a hat kapcson létrehozni.
Ugyanezen ok miatt nem megoldás az 1f/3f frekiváltó sem, mert abból is csak 230 volt jön ki, ahhoz is deltába kéne kötni a motort.
Úgy van ahogy mondod, pont ezért javasoltam, hogy vegyen a kolléga egy sima háromfázisú motort a dahlander helyett. Használtban pár ezer forintból megúszható a dolog, és egy frekiváltó is kijöhet 20..25eFt környékén.
Kapásból én is 1F/3F frekiváltót javasoltam, csak figyelmen kívül hagytam, hogy dahlander, kolléga figyelmeztetett is rá! Ha deltába köti (alacsony fordulat) akkor is a két sorbakötött tekercs 400V-ot szeretne kapni, a frekiváltója meg csak 230V-ot tud produkálni. Ha dupla csillagba köti, akkor két-két párhuzamos tekercs kérné a 400V-ot!
Holnap már nálam lesz a masina, akkor már látom a mostani motor adattábláját. Annak ismeretében itt fogok segítséget kérni a leendő 1 fázisú motor kiválasztásához. :)
Helyedben egy hasonló teljesítményű háromfázisú aszinkron motort vennék, és deltába kötve egy használt frekiváltóval hajtanám meg. Így bőven tudni fogja a gép a kétszeres fordulatszám átfogást, kedved szerint állíthatsz be lágy indítást, és stabil lesz az irányváltás ( szemben a kondis motorokkal ) ami egy esztergán pl menetvágáskor igen csak hasznos. Mellékesen folyamatosan tudod a fordulatszámot változtatni menet közben is.
Hát már teljesen elbizonytalanítasz :-) Márpedig határozottan emlékszek, hogy az alu pálcák végét láttam a forgórészen, tehát ahogy a kerületen is látszik, annak a folytatását. A féktárcsában pedig a rövidzárt, égési nyomok nélkül, pedig mint már írtam nem egy új gép. Az biztos, hogy én szétszedni nem fogom, csak azért, hogy mégegyszer jobban megnézzem, de örülnék neki, ha valaki utána tudna járni! Angol tudás és szabadidő rendelkezésre állása mellett, a NET-en böngészni! Kíváncsian várom az esetleges találatokat!
Közelítsük máshogy a kérdést: Milyen előnye van a kalickák megszakításának majd induláskori rövidzárjának a fix rövidzárhoz képest? Rendben vannak csúszógyűrűs motorok, de ott a lágy indítás a cél és ott ellenállást iktatnak be a forgórész sokmenetű tekercselésébe. Egyébiránt az aszinkron motor induláskor szinte egy egy menetes rövidre zárt trafónak tekinthető, kvázi mint egy ponthegesztő, nos ilyen áramkörben nem szerencsés sokpólusú kapcsolót használni hiszen nagyon nehéz megbízható kapcsolót készíteni. Ráadásul mivel egyszerre kell minden kalitka véget kapcsolni a érintkezők elhasználódása miatt nagyon hamar előállna az a helyzet hogy csak a néhány kevésbé kopott vég fog érintkezni. Nem lehet hogy mégis csak elnéztél valamit, esetleg a kalicka belül rövidre volt zárva, és a forgórészen csak egy fékező tárcsa mozdult el, és amik érintkezőnek látszottak azok csak a forgórész mágneses pólusvégei voltak, amiket a gyűrű berántása miatt alakítottak ki ilyenre.?
Lehet hogy én is, mert nekem most is van egy ilyen motorom, 2800 fordulatú, a négyszögletes centrifugából való. Már vagy 20 éve csak paszúj szelesésre használtuk, egy gk hűtőventilátorát rakva a tengelyére.
Fiatal koromban volt 2800 as fordulatú szögletes centrifugánk . Azokban rendes hengeres zárt motor volt , abban volt hasonló beépített fék . A forgórész mozdult picit tengelyirányban ,
Most azt nem is figyeltem hogy amit írsz ott a kalickát kapcsolná ,na olyat még tuti nem láttam .
Az újabb energiatakarékos centrifugákban már nem volt , tulajdonképpen már alig valami anyag van azokban .
Jézus mondta Tamásnak: „Hittél, mert láttál. Boldogok, akik nem látnak, mégis hisznek.”
Ezt most Te is kénytelen vagy elhinni! Remélem nem gondolod, hogy hazudok?! Bár nagyon sokmindent hajlamos vagyok elfelejteni, nem emlékszek semmire, de ezt talán 1 éve szedtem szét. Megírom a típusát, hátha találsz rá valahol képet, mármint a motorjára: MBSM 150-200-2
Én már csak olyan centrifugákat javítottam, amiben az ajtónyitás működtette a szalagféket, amit te mondasz olyat nem láttam. Még az is lehet, hogy Te nálamnál is öregebb vagy? :-)
Ezt egyelőre nem hiszem! Láttam már olyan aszinkron motort aminek a forgórésze egy picit el tudott mozdulni tengelyirányban így rugó ellenében a forgórész eltávolodott egy fékező felülettől, ez rendben van és logikus. Azt viszont hogy az "egy menetes" tekercseket alkotó kalicka nyitott legyen és az ott kialakuló igen nagy áramokat egy kapcsoló gyűrűre bízzák, nos ezt ha látom még akkor is nehezen fogom elhinni. Tucatnyi kis feszültségű nagy áramú kontaktust egyszerre megbízhatóan megoldani, tartósan egyenletes kis átmeneti ellenállással, nos ez ellen nagyon tiltakozik a mérnöki józan eszem.
Tulajdonképpen persze mindent meglehet csinálni, de én nem mernék egy jó motort esetleg ezért elcseszni. Sajnos csak az alábbi fényképem van, amin pont a nagy ötlet nem látszik. A hátsó pajzsra ferodol van felragasztva ennek nyomja neki egy spirálrugó a forgórész hátsó felén lévő, a forgórész tengelyén reteszen csúszó féktárcsát. Ez a tárcsa látszik a fényképen is, persze összerakva ez a tárcsa nagyon közel van a forgórész végéhez, nyomod össze a rugót, amikor teszed fel a pajzsot. Áram nélkül bevan fékezve a tengely. Itt jön a nagy trükk, a féktárcsa tulajdonképpen a forgórész leválasztott vége, a kalickás forgórész alu tekercsének a rövidrezáró gyűrűjével együtt! Áram hatására magához rántja a "féktárcsát", rövidrezáródik a kalicka, megy a motor. Zseniális, nekem nem jutott volna eszembe, ilyent még nem láttam!
Nagyon rátudok csodálkozni az ilyen műszaki érdekességekre! Ehhez hasonló találékonyság kellett, az Szk-5 kombájn menetvariátorának szabályozásához is, de az nem ide tartozó téma :-)
Én sok éven át használtam egy kis esztergát a 3 fázisú motorjával 1 fázison. Egy méretes kondenzátort kell rákötni és persze deltáról csillagra kötni. A nyomatéka jóval kisebb, mint 3 fázison, de egy ilyen kis esztergánál az kevésbé fontos. Arra kell odafigyelni, hogyha az irányt megfordítjuk, meg kell előtte várni, amíg teljesen megáll. Mert különben ugyanarra forog tovább.
Esetleg, ha mégis akarj + külső szíjáttétel. A pakisztáni videókat nézve, a viszonylag modernebb esztergákba is külső szíjkuplunggal hajtanak be. Nem is értem miért, nem bírja a hálózatuk az indítási áramlökést és nem belső kuplungos az eszterga?
Az EE 250-1 gépemen is 2/4 dahlander motor volt gyárilag. Amikor tönkrement, 4 pólusú lett rárakva, azzal használom. Nekem nem hiányzik a magasabb fordulatszám tartomány.
Akkor meg legegyszerűbb 1F motort venni a kisebb ford.számra. Persze nem ismerem én a kis Dávidot, csak fényképen találkoztam vele, de például én az E1N-t csak a kisebb fordulaton használtam eddig. Ha nem elég a villanymotor nyújtotta egy ford.szám tartomány, akkor meg mégis csak kell frekiváltó másik motorral.
Nézd meg mekkora rajt a motor és legalább akkora teljesítményűt vegyél egyfázisúba, a ford.számot is arról tudod lenézni. Persze innentől kezdve csak az egyik fordulatod lesz.
Én a helyedben vásárolnék 1F/3F frekvenciaváltót és ha az eredeti motornak ki van vezetve mind a hat tekercsvége, akkor csak deltába kell kötni és az eredetivel egyenértékű hajtásod van, sőt még jobb, mert a frekiváltóval még tudsz ford. számot szabályozni!
A közeljövőben tulajdonomba fog kerülni egy 1985-ös Vagép KES-100 "Dávid" eszterga. A problémám, hogy háromfázisú 2 "sebességes" dahlander motor hajtja, viszont nálam csak 1 fázis van a telken. Tudom ezt a motort helyettesíteni normál 230v-os motorral? Ha igen, akkor mekkorára lesz szükségem? (fordulat, teljesítmény) Köszönöm a válaszokat!
Én Zalaegerszegen a Peza Kft.-nél vásárolok. Svájcból hozzák tekercsekben a szalagokat és helyben ragasztják. Állítólag az IKEA a legnagyobb megrendelőjük, természetese a megyei faüzemek is tőlük rendelnek. Bármilyen méretet legyártanak, de sokkal előnyösebb és talán olcsóbb is, ha valami szokásos méretű szalagot veszel, ahhoz csinálod a gépedet. Nem tudom mik a járatos méretek, de az enyémre azt mondták, hogy ez egy jó méret. Egy csomó fajtát, raktárról tudtak adni azonnal.
Szalagméret: 150x2000mm
szalagsebesség: 14,5 és 29m/sec (eddig csak a kisebb fordulaton használtam)
hajtó görgő, domború, D200
hajtott görgő, egyenes, állítható, kb. 10mm gumiborítással, D250
motor: 3F, 2,1/2,8kW
csiszolási hossz: 550mm
Nagyon ötletes fék van benn, hogy előbb megálljon, na ilyent például otthon nem lehet készíteni, igaz nem is fontos :-)
Fára papírszalagot használok, fémre vásznat.
Régebben én is több gépet készítettem kisebb-nagyobb sikerrel, de pár évtizede gyárit választok, inkább azt javítom fel, egészítem ki, hogy számomra megfelelő legyen. Szerintem elkészíteni legegyszerűbben ezt a kétgörgőset lehetne. Hétvégén készítek róla fényképet. Sok sikert az építéshez!
Bocsánat, még egy dolog eszembe jutott. Nem tudom, a te sokgörgős gépeden majd folyamatosan melyiket kell szabályozni, mindenképpen valamelyik első nagyot gondolnám?! Mindezt azért írom, mert ahányszor szalagot cserélek mindig újra kell szabályoznom, márpedig a munkától függően, elég sokszor kell cserélnem. Gyári szalagot használok, nem én ragasztom!
Így van bizonyára megfogod oldani, sok sikert hozzá! Én is a motor beállításával próbálkoznék. Teher nélkül nem fut le a szalag, mert a domborulat nem engedi, de az már nem elég, hogy terhelve is ott tartsa. Az a motor nem állhat valahogy jól?!
Csak érdekes, hogy tized pontosságú a többi tengelyed, én meg mint írtam az mg. munkaeszközöket milyen primitív módon hajtottuk?! A szerszám-köszörűmön és az asztalos marógépemen van laposszíj és sose esett le. Pedig ez utóbbin, mikor asztalmagasságot állítok, kis mértékben oldalirányú erő is felléphet. Igaz egy hasonló géppel rendelkező kolléga meg rajtam keresett ilyen szíjtárcsát, mert, hogy az övének lekopott a domborulata és azóta gyakran leesik a hajtószíj. Eszembe jutott még egy érdekesség: Hofherr-el elég hosszú szíjjal hajtották a cséplőgépet, ott vajon milyen volt a tengelyek párhuzamossága?
Köszi! Már első válaszod olvasásakor az az eretnek gondolatom támadt, hogy a szerszám-köszörűre teszek egy vágókorongot és azzal készítek, a még egyenes laposvasba kétoldalról hornyot és reszelővel legömbölyítem, lehet, hogy tényleg ez lesz :-) Csak azért ezt precízen meghajlítani?!
Az biztos, hogy a motor nem áll rendesen még, csak nehéz megmérni a tengelye párhuzamosságát a többihez képest. Azok egymáshoz elég jók, kb tizedeket dőlhetnek. Még játszok vele de rá fogok jönni.
Köszönöm szépen, nagyon sokat segítettél és egyben fel is csigáztál! Ha a nekem felkínált gép ilyen paraméterekkel rendelkezik, akkor nagyon tetszik!
Talán jövő hét vége felé tudom megnézni, majd beszámolok a fejleményekről. Amennyiben Te előbb tudnál fényképet küldeni, annak örülnék, a tulajtól ugyanis nem várhatok. Gondolom, a szocializmusban nem volt túl-sokfajta Bolgár asztali fúrógép?!
Nem készítenék alakos kést, csak két oldalról egy egy beszúrást amit 45 fokban kitörnék. Persze ha akarod egy két reszelő tolással le is gömbölyítheted. De a nyolcszög is szép, és arra a terhelésre hogy valamit kézzel megszoríts benne teljesen megfelelő. Az ilyen precíz prizmákat egyébként se szoktuk nagyon terhelni.
Mi a legkisebb fordulata, mert a hirdetésbeli 500-at sokallom, remélem a dahlander még ezt veszi kevesebbre?! Amúgy nagyon jó ez a kétfordulatú motor megoldás, mert sok szíjváltást megspórolhat!
Neked van ilyen? A kétfordulatú már MK2-es? Nem tudtam, hogy irányváltós, meg az eladó se. Csak mondta a telefonba, hogy két kapcsoló van rajt, az egyikkel lehet fordulatot váltani, a másikra meg nem reagál semmit, na akkor az lehet a forgásirányváltó csak nem jó vagy ki van kötve?!
Ha szembe állunk vele, akkor bal oldalt van a kurbli, amivel emeljük? A jobb oldali karral lehet megszorítani? Miért van a fúróorsón a bilincs?
Köszönöm válaszod, elsőre nagyon jó ötletnek tűnt, nekem eszembe se jutott, de még se a gyalugép, se a marógép nem üzemképes! Egyelőre csak a szerszámköszörű üzemképes, ahhoz készítek most szegnyerget, Morse kúpos szárral rendelkező tokmányt stb.
Az a baj, hogy nem T horony van a prizmába! Hogy gondoltad, gyorsacélból profilos gyalukést köszörülni? Sehogy se lesz ezt egyszerű otthoni körülmények között meghajlítani/elkészíteni, hogy ne szoruljon?!
Meglett a nagyobbik prizma párja is! Sajnos kengyelt egyet se találtam, azt majd készítenem kell! Köracélra ráhegesztett meghajlított laposvas, vagy van jobb ötlet? Ez is macerás lesz, mert a varratott le kell köszörülni, mert nem fog elférni a horonyban. A helyes műveleti sorrend szerintem az, hogy először az egyenes laposvashoz hozzáhegesztem a köracélt, leköszörülöm és csak utána hajlítom meg?!
Valaki ismer/találkozott már Bolgár kétsebességes (dahlander) motorral hajtott asztali fúrógéppel? Fényképem nincs, típust nem tudok, csak telefonon beszéltünk. Állítólag legalább 100kg, szóval masszív gép. Azt szeretném megkérdezni, ha tudja valaki, mi a típusa, van mód a szíjáttétel módosítására is, vagy csak a motor által meghatározott két fordulatot tudja? Asztali fúrógép, tehát nem oszlopos, de azért valamilyen határok között emelhető a gép? Szovjet asztali fúrógépem van, de ott az egész gép emelhető a fix tárgyasztalhoz képest. Valamint mekkora Morse hüvelyes a főorsója, mert állítólag az?!
Régi darálót, szecskavágót hajtottunk a villanymotor tengelyére barkácsolt sima csővel, illetve magán a motoron "megesztergált" fahengerrel.
Nem tudom miért ezt a bonyolultabb megoldást választottad? Az enyém sima kéthengeres fekvőasztalos. A motoron van a domború tárcsa és a gumival bevont a billenthető, csak egy síkban. Most itt nálam csak felújítás közbeni képem van, de hétvégén majd csinálok a kész gépről. Felülre készítettem vezetőasztalt és így nagyon széles bútorlapokat is tudok merőlegesre csiszolni.
Szerintem nálad valahol gond lehet a tengelyek párhuzamosságával, ha terhelés hatására elmászik a szalag?!
Ezek amik kezdenek lejönni nekem is. A motor kismértékű szöghibája sokkal nagyobb változást visz be mintha agyig tekerem a feszítőgörgőt. Függ a terheléstől és a feszítőgörgő feszítettsége is változtat, -értem már- az átfogási szög változása miatt.
Eszembe jutott még valami. Keress rá Travis Wuertz videóira a jutubon, nagyon profi csiszológépeket épít. TW90-es gépén ő is a motort billenti, annak ellenére, hogy bonyolultabb megcsinálni mint a feszítőgörgő billentését.
Amelyik hengert billented, arra tedd a bombírt! A bombírozott henger közepére akar felmászni a szalag. A Te esetedben ezt próbálod megakadályozni egy másik elbillentett sima hengerrel. A legjobb az lenne, ha a motort tudnád billenteni, azzal tudnád a legstabilabban beállítani a futást, azon a legnagyobb a szalag átfogási szöge. A felső hengert is bombírozhatod, de kevésbé lesz stabil a futás, kicsi a szalag átfogási szöge. A bombírozás mértéke nem sokat változtat a helyzeten, a lényeg az, hogy legyen valamennyi, nem kell sok.
Írom ezt néhány szalagcsiszoló elkészítése során szerzett tapasztalataim alapján.
Kösz, utánaszámolok. Mit ért m/m -n vajon? Ha az mm akkor kb az én 3mm magas koronám a átm:116-112; szelesseg: 110 tárcsához ok. Amúgy a tárgyalt esetekben a szíj szélessége jóval kisebb a tárcsához képest mint az én esetemben, nekem 5-5 mm van oldalanként szabadon. A csiszolóvászon se olyan hajlékony, nem fekszik fel egyáltalán máshova mint a domború rész tetejére szöval a korona nem tud jol működni.
Youtube on megnéztem pár konstruciót, a szabályozható dőlésű tengely mindenhol csak egy irányban dönthető.
Clouch42 konstrukciója érdekes, két koronás kerék van. Panaszkodik is, hogy nem tudja mitől, ciklikusan jön-megy a szalag. Szerintem azért mert egy koronának is van egy rezgés ciklusa mig beáll, neki meg a két korona frekvenciája egymás ellen dolgozik.
Mindig láttam, de fel nem fogtam, hogy a malomban a keresztbe fordított szíjak hogy futottak sok évig, oldalsó perem nélküli tárcsákon. Volt minimum 6 malom.
Pedig van, az a gémeskút a tetején. Annak a végén van billenthetően felszerelve a hátsó felső görgő tengelye. Azzal szépen lehet is szabályozni menet közben a szíj oldalirányú pozícióját. Egyébként tenyleg nagyon érzékeny a tengelyek párhuzamosságára, a motor tartó lemezt nem sikerült tökéletesen felhegeszteni (másodikra se) és fel is futna a motorra a szalag ha nem lenne alátétezve a motor hátsó rögzítőcsavarjánál. Az említett feszítőhöz majd erősebb rugó kell, pillanatnyilag a gravitáció feszíti azzal a fogaskerékkel meg a rajta átdugott hasábbal.
Elkezdtem próbálgatni a szalacsiszolót amit csináltam. Pár dolgot már máshogy terveznék de azért működik. A gondolkodnivalóm a hajtókerékkel van, amire esztergáltam koronát is. A nagy átmérő (középen) 116, a kicsi (széleken) 113. Ahogy a képen látható a kopásból, csak a közepe hajt. Viszont nagyon érzékeny a terhelésre, ha nyomom neki akkor balra húzza a szalagot. Semmit nem tudok ennek a tervezesi szempontjairól, kb ránézésre gondoltam hogy jó lesz. De nem jó. Tudnátok mondani ebben a témában irodalmat vagy okosat?
Maradjunk annyiban, hogy ez a videó egy teljesen eltérő csapágyazású főorsóról, és annak is az otthoni körülmények közötti beállításáról/felújításáról szól.
Azt hiszem a párosított ferde hatásvonalú csapágyak szereléséről szóló videó nem cáfolja meg azt amit a kúpos előfeszítésű hengergörgős csapágyakról írtam.
Ha valaki még nem szerelt ilyen csapágyat annak írom, hogy ilyenkor a csapágy belső gyűrűjét kell feltolni egy kúpra hogy az nagyobb átmérőre táguljon. Ez a gyűrű elég erős anyagból van, szóval a megszokott kíméletesen meghúzott csapágyanya meg sem mozdítja. Igazán precíz orsóknál, mérik sok pozícióban a csapágyhézagot, majd kiszámolják hogy az ideális hézaghoz mennyit kell tekerni a csapágyanyán. Ez adódik a kúp és a menet emelkedéséből. Végül a számított értéknek megfelelően betekerik az anyát, gondolom méteres szárú több karmos kulccsal.
köszönöm a válaszokat. Nagyon jól fogtátok a problémát, és a helyet is helyesen gondoltátok. Tehát a két menetes elemet nem egymás felé hanem szét felé kell feszíteni. így már értem, nem kell semmi köztes elem ami megakadályozza hogy összefeszüljenek a 'labirint' elemmel. amit @Jani301 írt, az csapágy alsó feszítéséről és a csapágyletolásról azokat is felfogtam, de nem tudom sajnos igazolni, talán a tesztelésből kiderül majd.
Az infók alapján összeraktam a fejet és első tesztre 1 századot ütött, ami szerintem jó eredmény. A gépre is felraktam hogy teszteljem és működött.
Annyi volt a probléma, hogy ha az alsó belső menetes anya hernyócsavarját akár egy kicsit is meghúztam akkor forgás közben akadtak az elemek. ezért kénytelen voltam belefúrni és a hernyócsavart beragasztani mert a gép épségét veszélyeztette.
Valószínűleg lesznek még kérdéseim mert a frissen szerzett gépecském sok problémával kűzd és ezeket szeretném többé-kevésbé orvosolni. Most a gép megint szét van szedve, de legalább a fej egyben van és működik.
Na ezt a két alkatrészt értelmezem én úgy ,hogy szétfele kell feszíteni , különben tengelyirányban nem lenne határozott helyzete .
"A külső anyának azért nincs rögzítőfüles alátétje, mert azt nem húzhatjuk rá a felületre, akkor ui. a labirintot teljesen összeszorítanánk, és megáll a forgás - "
A belső felhúzza a kétsoros hengergörgős csapágy belső gyűrűt a kúpra. Biztosítva van rögzítő alátéttel.
A külső pedig lehúzza róla - bár ez azért kétséges, mert -->.
Kívül van egy fél labirint, és a következő esztergált alkatrész a labirint másik fele - ha jól tévedek.
A külső anyának azért nincs rögzítőfüles alátétje, mert azt nem húzhatjuk rá a felületre, akkor ui. a labirintot teljesen összeszorítanánk, és megáll a forgás - ahogy a kolléga írja is. Ezért van hernyócsavarja biztosításnak.
A rajznak pont ezt a részét lehet alig látni.
A tengelyirányú kotyogást a tengely másik vége felé a két ferde hatásvonalú csapágy szünteti meg (7-es alkatrész és mellette).
Az orsó munkaoldalán lévő anya ,az egy hézagállító , csapágy lehúzó anya ,szerintem .
Azt úgy kell meghúzni szerintem ,hogy lazítod . Akkor tolja a reteszelt közdarabot ,hézagmentesem a vezetőcsapágy belső gyűrűjének . .
A vezetőcsapágy belső gyűrűje kúpos , kúpon feltolva csökken a csapágy hézaga .
Ha azt a külső anyát ráfele tekered akkor a közdarab nem tud a csapágyra támaszkodni , és úgy néz ki meg is szorítja az a kétoldalt lapolt valami tömítő alkalmatosságot .
Én úgy gondolom értem ... :) Már .
Tehát az az anya az orsónak támaszkodik , és úgy tudja kompenzálni a csapágy állításából származó hossz méret változást ,és szerintem talán még a csapágy kúpról történő letolásában is lehet szerepe .
De lehet az is hogy nagy butaságot írtam ,de legalább gondolkodtam egy jót :)
Kedves szakértő urak. hiányzik valami a sorból? amikor szétszedtem nem volt semmi ezen a helyen, de mintha hiányozna. A négy csavarlukas szögletes elem a lap ami a marógép fej alsó takaró lemeze. ezt fogja közre a külső és belső menetes elem. A külső menetes elem egy stifttel a tengelyen rögzül és nem tud elfordulni. A belső menetes gyűrűt, ami a marógépen az alsó lap alatt van ha meghúzom akkor nem fordul el a tengely a fejben, mert a tengelyre rögzített külső menetes elemmel összefeszül és közötte van a négyszög lap. Van egy hernyócsavar a belső menetes elemben amivel fixálni lehet. Eddig a gép úgy működött, hogy a hernyócsavar akadályozta meg, hogy az alsó anya ráfeszítse a tengelyt a fej tokozására.
Ahol sorban vannak az elemek, mindig egy irányba állnak, thehát mind alulról vagy mind felülről látszik.
köszönöm mindenkinek. jelenlegi konklutzióm, hogy hiányzott a gépet és a munkadarabot is megfogó gépfelszerelés, és valószínű a menet akkor töredezett meg amikor kiszakadt a satuból és ferde erők hatottak rá. Legközelebb olyan kölcsönzőbe megyek ahol adnak megfelelő alkatrészeket.
Igen, ilyesmikre gondoltam, de logikusabbnak tartanám, ha a hornyok 90°-ban elfordítva lennének bent. Akkor egyszerűbb lenne kengyelt csinálni hozzá, az asztal T hornyához is egyszerűbb lenne lefogatni, ez miért így van? Ahol ezek voltak ott kengyel nem volt hozzá! Igen merőlegesek, köszörültek a felületei. Nagyon jó állapotúak, bár amit felfordítottam, hogy az oldala is látszódjon, abban éppen bele van fúrva. Szívesen látnék pont ilyen rendszerű használatáról képet, videót :-)
Mi nem világos? Van kúpos és van hengeres csőmenet. Attól függően, hogy milyen a külső vagy a belső kombinálhatók egymással - még, ha feltételesen is. Hengeresbe kúposat, kúposba kúposat, kúposba hengereset* és ezen kötések alapján vannak a DIN szerint szabványosítva. (*összecsavarási hossz miatt csak feltételesen, de alkothat tömített kötést - hengeres hengeressel csak kiegészítő elemmel)
Pontosságától függően, asztali fúrógépen, marón, előrajzoláskor, helyzetfúrón, köszörűn hengeres, vagy hasáb alakú anyagok pozicionálására. Legtöbbször oldalt két horonnyal készültek amikbe karmos kengyel tolható, és azzal rögzítették az anyagot. Ezen alul felül van horony a kengyelnek. Gyakran párban készültek, illetve az egyéb felületeik pontosan merőlegesek, így mágnesasztalon, szinusz asztalon is használatosak. Nekem is van egy nagy becsben tartott prizmapárom amit egy idős köszörűs ismerősöm hagyatékából vettem, az egyikről találtam is egy fotót:
Ne gépet keress, hanem egy jó állapotú, békebeli kerepesmetszőt vagy keríts egy nyugdíjas szerelőt, akinek van állványos csőmenetvágógépe és még munkát is vállal vele. Fix, hengeres metszőhöz elő kellene munkálni a csövet az általad is észrevételezett átmérő különbség miatt.
köszönöm a hozzászólásokat, de biztos nem kúpos a gázmenet, hanem párhuzamos. sok csövet szereltem már. a táblázat nagyon jó, írja hogy 42,4-es csőnél 41,9mm a menet külső mérete. ami azt jelenti, hogy 0,5mm-t forgácsol a meneten felül a metsző. ez egy kicsit sok.
A cső végét persze lecsaptam hogy kúpos legyen, meg kenés is volt.
ja, és nem mondtam, hogy 19 csövön 38 menetet kellene levágnom ami már túl sok ahhoz hogy minddel megharcoljak (telibe lecsiszolás, előre-hátramenet váltakozása). továbbra sem tudom mi volt a hiba. Szerintem a csősatu sem oldja meg a kérdést.
egyetlen lehetőségnek azt látom hogy a metszőben fordítva rakták be a kést vagy tudomisén mi volt. Lehet hogy valahonnan máshonnan is bérelek egy gépet és újra megpróbálom
"De nem tudom, hogy használják-e még." Az olajiparban, a kutakba (meg én a gépszínjeimhez :-) ilyen kúpos menetű csöveket használunk.
"230 bar-ra töltött palack, mint egy rakéta" Most képzeld ezt el, 700bar-os hidrogénpalackkal az autódba, ami ugye az egyik "zöld" jövő, sok hülyénél?!
A Whitworth-szelvényű kúpos csőmenet (BSPT) névleges átmérője egy bizonyos távolságra értelmezett a menet végétől. (Menet méret függvényében.) Ezen távolságon az "illesztési hézag" az általad példának hozott menetnél, a menet tűréséből fakadóan akár az 5tized millimétert is elérheti, ezért ezeket a csőmeneteket kb. 2x hosszabbra vágják, hogy akár nagyobb becsavarási hossz árán, de tömíthető legyen. 1:16 kúposságal számolva a teljes vágandó menethossz esetén a kifutás pont erre a "plusszos" csőátmérőre adódik.
Pl: 1" menet esetén a cső átmérő 33,7 , a menet névleges 33,25 - amit 10.4mm hosszon mérünk, de a hasznos menethossz 16,8mm (itt már kb. 4 tizeddel nagyobb az átmérő) és még ehhez jön a menetkifutás.
Szakadozott menet az betudható a nem igazán forgácsolásra megálmodott anyagminőség (S235/A34) és az irreálisan alacsony vágósebességből fakadó kenhetetlenség együttesének - de legalább fog rajta a kóc...
Az is érdekes, hogy a hivatkozott DIN 2999 leírásban két helyen is tömítőanyagról beszélnek, míg az amerikai, kúpos menetnél azt írják, hogy ömmagában tömít:
"The taper on NPT threads allows them to form a seal when torqued as the flanks of the threads compress against each other"
Van egy nem állítható pofás metsző készletem. Nagyjából ezek a jelenségek ha a cső végét nem képzem kúposra sarokcsiszolóval vagy jobb esetben esztergával. Így a metsző utolsó menete is szépen forgácsol nem tépi az anyagot. Így sikerült szép kúpos csőmenetet készítenem.
Tulajdonképp a metsző kúpossága más átmérőt igényel a menet hosszán effajta metszőnél.... szerintem.
Ha az utolsó menet is rákerült értelemszerűen kár tovább vágni,és nem is sikerül.
Én úgy tudom, hogy az európai csőmenet nem kúpos, hanem párhuzamos. Ha minden igaz, akkor az angol BSP-nek felel meg (British Standard Pipe). A kúpos az valami amerikai volt (NPT - National Pipe Taper). Ahhoz elvileg nem kellett kóc (teflon) a tömítéshez, mert a kúposság miatt öntömítő. De nem tudom, hogy használják-e még.
OT. Ebből volt egy horror baleset Horvátországban jó 12 évvel ezelőtt. Egy búvárhajón letört a levegő palack nyaka, a 230 bar-ra töltött palack, mint egy rakéta szabadult el. Egy halott, 3 súlyos sebesült. Mint utólag kiderült, a palackban párhuzamos menet volt, a csapon kúpos, így mindössze 1-2 menet tartotta.
Lenne egy kérdésem mert te (ti) talán tudjátok a megoldást.
Vettem 1" és 5/4"-es horganyzott vízcsövet. illetve csak az egyiket, a másik már megvolt. Mivel elég sokat agyaltam a kérdésen előtte, a külméretekkel és a falvastagságokkal is elég jól tisztában vagyok. 33.7x3-as 42,4x3-as.
külső szabványos csőmenetet akartam bele vágni, és mint egy jó laikus, kibéreltem egy elektromos rems menetvágó gépet.
befogtam a sima nagysatuba (mert az van) és megpróbáltam rávágni a menetet. A gép kitépte a satuból a csövet, de másodperccel azelőtt hogy kitépte volna a gépet a kezemből. Megpróbáltam a cső külméretét kicsit visszacsiszolni hogy kisebb erő kelljen a vágáshoz.
Mondanom sem kell, hogy a menet (ami elkészült többedik próbálkozásra) az szét volt töredezve és sorjás volt mint az állat még előre visszacsiszolt csőmérettel is. A menetvágó újnak nézett ki, nem láttam rajta kopást.
Ekkor elkezdtem méregetni, és sehogy sem akart a más sikerült menet külméret összejönni a cső külmérettel. Memettáblázaton nem igazodok ki, de nekem úgy tűnt mintha a menet külméret és a cső külméret között 1mm körüli többlet lenn és szerintem ez állati sok egy ilyen technológiának.
Ekkor feladtam és visszavittem a bérelt gépet nehogy kárt tegyek benne.
A bérbeadó teljesen felháborodott hogy én vagyok a hü*ye és ezért nem tudtam megcsinálni.
meg tudjátok mondani hogy ki és hol tévedett? A menetvágó fejbe nem lehet vastagabb csövet betolni mint amire a menetet tervezték. Valaki leolvasná a menet külméretét a táblázatból?
Még találtam egy érdekességet. A csőmeneteknél meg van adva a külső átmérő. Viszont ahogy végignéztem a csöveket azt találtam, hogy - jóllehet nem teljesen egyforma a gyártók/boltok által kínált csövek külső átmérője -, a csövek valahogy mindig nagyobbak, mint a csőmenet külső átmérője. Ezek szerint - ha jól értem - a csövek menetvágója a külső átmérőt is meghámozza.
"...ezzel a 0,8-as szabályról írt okossággal egy kis bajom van..."
Nekem nem kis bajom van vele.
Szerintem nem olvastad el, hogy ki mit mond. A belinkelt "0,8-as szabályról írt okosság" valójában azt írja le, hogy a 0,8-as szabály egy butaság. Szerintem neked ezzel nem bajod van, hanem pont, hogy egyetértesz vele.
Rézgaras azt vélelmezi, hogy a leírásban szereplő ,,magfurat = nominális átmérő - menetemelkedés'' képlet is hibás. De ebben téved. Amellett, hogy kiszámolható, hogy jó ez a képlet, az is leellenőrizhető, hogy a közkézen forgó táblázatok is úgy készültek, hogy egyszerűen az e képlet által adott méretek vannak kerekítve a legközelebbi értelmes méretre.
"...ezzel a 0,8-as szabályról írt okossággal egy kis bajom van..."
Nekem nem kis bajom van vele.Mikor a boltban kérek 3.3mm csigafúrót visszakérdeznek hogy mihez kell mert nem tartanak olyat. Hogy M4 menethez, -Ó hát ahhoz a 3.5mm visznek.
Ja a lakatosnak az is jó biztosan.Az ökölszabály szerint 3.2mm jönne ki ami meg már szoros.
Igazából a szabvány meneteknek van táblázat,a véletlenszerű átmérőre készítendő menet és anya a valahányszor akárhányas méretnél kell ezt számolgatni.
"...nagyobb előfúrás mennyire gyengíti a menetet..."
Nem találom azt az írást ahol ezt taglalták hogy a nagyobb magfurat hány százalékkal gyengíti a menet szilárdságát de nem minden esetben lehet ezt elhanyagolni.
Elnézést a szőrözésért, de nekem ezzel a 0,8-as szabályról írt okossággal egy kis bajom van.
"Vegyük a menet névleges menetátmérőjét és vonjuk ki belőle a menetmelkedést. Vagyis egy M10x0,5-ös menetnél a 10mm-ből levonjuk a 0,5mm-t , így megkapjuk a 9,5mm-t, vagyis ennyivel kell előfúrni a menetfúráshoz. M10-es normál menetnél, aminek 1,5mm a menetemelkedése, 8,5mm-el kell előfúrni. Ezen szabály minden metrikus menetre alkalmazható, mérettől és emelkedéstől függetlenül."
Nem értem, miért a menetemelkedést vonja ki a névleges átmérőből. A 60 fokos menetnek a keresztmetszete egyenlő oldalú háromszög, azaz a magassága 0,865a (a=oldalhossz). Ennek a kétszerese (a furat mindkét oldalán van menet) 1.73a. Ebből nem 8,5mm-es fúró jön ki az M10-re, hanem 8,27mm-es.
Emellett végig kellene gondolni, hogy a szükségesnél nagyobb előfúrás mennyire gyengíti a menetet. Maga a menet nem szokott kiszakadni - kivéve, ha az anyag túl vékony. Úgy tanultuk, hogy a szabványos anyák vastagságát úgy határozták meg, hogy egy túlfeszített csavarnál maga a csavar törik el, nem a menet szakad ki.
Annak valamikor lejárt az előfizetése idén és nem újította meg. Amint megtudom, hogy hol lesz ismét elérhető jelzem nektek.
Volt egy képlet gyűjtemény google táblázatok formában, azt kicsit gatyába rázom és közzé teszem itt is. Publikus volt eddig is és adott is rá engedélyt, hogy tovább vigyem.
Alulról ki kell süllyeszteni, hogy legyen helye a forgácsnak (zsákfurat és csavart menetfúró együttes esetére). Ilyen vezető "pogácsákat" sokat használunk.
A bevezető kúp sem garantálhatja a merőleges bevezetést hiszen akkor kézzel hajtva sem lehetne félrefúrni.Gondolom.
A szakirodalom ott a derékszöggel való ellenőrzést javasolja.Nekem úgy sem sikerül...
Nekem tokmányba fogva M5-ig nem probléma,nem forog meg a menetfúró.Az M6-M8 három lépésben szintén megy.Ettől nagyobbak már elemelik a fellazított szegnyerget és vagy meg is foroghat.(E1N)
Ilyenkor elég csak a bekezdés egy-két menete és utána kézzel hajtva is olyan jó lesz mintha géppel lenne hajtva.
Természetesen a magfurat a menetfúrás előtt a gépen készül így az egytengelyűség garantált.
Négyszögmenesztős ER patron pl. a Hód Industrial-nál van, én is ott veszem őket. A menetfúrók szára egyébként szabványos egy ideje. Perverz értékek, de szabványos.
Az 5C patronokból van egy rakás ami nem kör keresztmetszetű furatos, de az is valami szabvány sorban van, de létezik belőle "emergency" patron is, ami afféle puhapofa, mert te fúrhatod-marhatod bele amit akarsz.
Lenne egy nagyon problémás marási feladatom amit szeretnék elvégeztetni egy berendezésekkel felszerelt hozzáértővel, térítés ellenében. kérem üzenjetek a publikus e-mailemre ha tudtok valakit.
Elnézést a szakmaiatlan megfogalmazásért, remélem érthető.
van egy kb 60 cm magas legalább 15kg-s munkadarab amit egy tengelyfurathoz (két kúp közé?) kellene bepozícionálni, rögzíteni majd a sík lapját nagyon pontosan síkra marni. Leginkább talán egy oldalsó pozíciós marógép lenne erre alkalmas a munkadarab lerögzítése miatt. A marási felület kb 25x25cm. A legjobb lenne ha a felületet utána síkba is lehetne köszörülni. Akár azt is meg lehet csinálni, hogy egy tusírlapon a pozícionálást elvégezni és a munkadarabhoz hegeszteni a tartóvázat amit már könnyen át lehet pakolni a marógépre és köszörűre és felfogatni. EGyébként van rajta mégegy felület amit síkba kell hozni de ha az első sík készen van akkor arra átforgatva már a másikat könnyedén el lehet végezni.
,,Amióta megy a vita, azóta már nagyon sokat lehetett volna reszelővel készíteni belőle!''
A M3-tól M5-ig terjedő menetfúróim végén 2x2-től 3.3x3.3mm-ig terjedő négyzetek vannak(*). Akármennyi időm is lenne, ilyet nem tudnék csinálni, mert nincs ilyen pici reszelőm. Az M6-oson van 3.6x3.6mm-es. Ebbe pont bele tudnám tudni a legkisebb háromszög reszelőmet, ha már eleve négyszögletes lenne a luk, nem pedig kerek.
(*) Vicces, hogy még csak nem is a kicsi fúrók vége a pici. a 2x2-es egy M5-ös gépi menetfúró végén van.
Persze lehet 0-tól fogható, de amelyik 16-ig fog az tuti nem 0-ról indul (és ugye az az általános)! Én a kisfúrókhoz ER patronokat használok, ráadásul a tokmányba fogható patronbefogót is készítettem(ezzel tuti nem vagyok egyedül).
Ha már a négyszög reszelés a téma: Sokat nyerhetsz ha gondos előrajzolás után kis fúróval kifúrod a sarkokat, és a közepet , majd a következő lépésben kifúrod majdnem laptávolságú fúróval. Így kevesebb reszeléssel megúszható a dolog.
Amióta megy a vita, azóta már nagyon sokat lehetett volna reszelővel készíteni belőle! Szerintem miután a szegnyeregbe fogható fúrótokmányok csak 3mm-től fognak, alapból célszerű a kisebb fúrókhoz patronos befogót használni, annál pedig belül van minden menetfúrószár átmérője! De ha csinál hozzá az ember egy 80-as tokmányos megfelelő kúppal ellátott felfogót, akkor még a metszők is könnyedén befoghatók lesznek a menetfúró használat mellett!
Tegnap este végignéztem a menetfúróimat és gyakorlatilag nincs kettő, aminek egyforma lenne a négyzetes rész mérete.
Pl. M3-as menetfúróból 4 különböző méretet találtam (kézi, csavart gépi 2 féle, egyenes gépi).
Jó lenne precíziós állítható befogó, de nincs igazán ötletem, hogyan lehetne csinálni ilyet - de megvehetőt se láttam még olyat, ami tetszene. Ha valaki tud ilyet, nagy örömmel vennék egy linket.
" Már csak egy teljes készlet törött menetfúróra van szükség..."
Igen és mindig lesz egy amihez még nem lett gyártva.
Én úgy vélem hogy egy belekalapált négyszöglet a megvezetés hiányában elég véletlenszerű hogy az pontosan merőleges lesz a síkkal.
Ha esztergával készítek menetet akkor a merőlegesség miatt teszem nem a lustaság vagy a termelékenység miatt.Egy koválygó menetfúróval nem lennék kibékülve.
Egy ilyen annyit ér mint azok a hajtóvasak melyek hasonló négyzetes fix lyukakkal vannak ellátva. Egy állítható hajtóvas meg is szorítja,stabilan tartja a menetfúrót.
Én minden bizonnyal kétpofás tokmány szerűségben gondolkodnék. Abból legfeljebb két mérettartomány kellene.
Kézi hajtó volt míg a pofák el nem törtek.Egy rugó tolta szét a pofákban lévő furatokba akasztva. Nos ott repedttek meg....
Ez hasonló mint amit a forumtárs már mutatott, de a pofák fésűsen zárnak.Elég lenne csak négyzetesen.
Létezik rögzítőékes kivitelű Morse kúp is, pont az ilyen esetekre van kitalálva. Nagyobb fúróorsókon elterjedt, esztergán nem - azon a menesztőlapos-kiütőékes megoldás is ritka.
Tudom, hogy csalódást fogok okozni, de az a ,,indiai/pakisztáni gépgyártás'' youtube műfaj is átverés. Megrendezett, beálllított, megtekintés-maximalizált profi tartalomgyártás.
Ha alaposan megnézed, látod, hogy ezek a filmek gyakorlatilag stúdió körülmények között készülnek, csak a videókamera többe kerül, mint a történetben szereplő egész műhely mindenestül.
Te azt látod, hogy néhány mezítlábas paki szaki barkácsol, de a kamera túloldalán ott áll egy komoly stáb, rendezővel, megírt jelenetekkel, profi, vagyonokba kerülő világítástechnikával stb.
Az megfigyelted, hogy a vasdarab lényegesen vastagabb, mint a négyzetes rész a menetfúrón? Tehát csak a luk eleje lett szögletes, a másik vége kerek maradt.
Ha reszelnie kellett, akkor azt is részt is ki kellett reszelnie négyzetesre. Akkor meg már nem igazán értem, mi értelme van a szórakozni a melegalakítással.
Szóval ez is egy újabb tipikus klikkvadász youtube videó. Igen látványos, csak épp a valóságban megcsinálhatatlan.
Én beteges gyűjtögető vagyok, nem dobok ki semmit, úgyhogy azért nálam akad ez-az :-). A Morse 5 kúppal rendelkező eszterga főorsómba például törött fúróból készítettem állócsúcsot, mikor nagyméretű nyelestengelyt kellett esztergálnom.
Amikor késtartó csavarra készítettem kulcsot, abba sima négyszögacélt vertem bele.
Ahogy most köszörültem két tokmánykulcsot, azon az alapon lehet menetfúrónak megfelelő négyszöget is készíteni, akár túlmérettel.
Nyilván igazad van, ha melegen is úgy kell kiütni a négyszöget, akkor kihűlve főleg nem fog belemenni, de szerintem akkor is könnyebb és pontosabb lesz, ha csak egy kicsit kell felbővíteni reszelővel, mintha a kerek furatnak állunk neki reszelővel.
Tudom, hogy rossz helyen mondom és egyáltalán nem is neked szánom, csak úgy általában:
Itt a fórumon sokan elvesznek a mikronok világába, holott ezt egy barkácsolásról szóló fórumnak gondolnám, általában nem dízel adagoló elemet köszörülünk :-) Megoldjuk a dolgainkat otthon úgy ahogy tudjuk, azzal és abból amink van :-)
Sok "rettenetet" tudnék nektek mesélni pl. gépen fent lévő tengely csapágyhelyének felhegesztéséről, sarokköszörűvel való "leszabályozásáról", rossz csapágy ráütésével és reszelővel, csiszolóvászonnal való finomításáról = 10 éve működik stb. stb. :-)
Nem akarok politizálni, de Európa elveszett mindenképpen! A kreativitás, ami nálunk is megvolt a rendszerváltás előtti hiánygazdaságban, már-már kezd kihalni! Nekem például nagyon tetszenek a pakisztáni videók! Na én úgy dolgozok, csak annyi a különbség, hogy nem a földön guggolva és a kuplerájt és az igénytelenséget utálom!
Remek. Már csak egy teljes készlet törött menetfúróra van szükség, a menesztők legyártásához.
Tudom, hogy a kákán is csomót keresek, de azért azt mondjátok el nekem, ha dórnival kell kiütni a lyukasztó szerszámot a menesztőből, akkor hogyan teszi bele puszta kézzel az ugyanakkora menetfúrót?
Érem hogy önzáró,de én úgy vélem kell hogy legyen határ. Ugyebár van hogy a nagy csigafúró szárát kisebb méretre szabályozva hogy a tokmányba befogható legyen, máris nem a tervezett használatról beszélünk.Pl: névleges 16-os tokmányba 20-22mm-es csigafúró morse 2 mérettel elmegy?
Nekem az E1N-nél előfordul hogy a szegnyeregben megfordul a kúp menet fúráskor. Csak ha három lépcsőben készítem el akkor van esély. M6-M8 méret, de az M10 már úgy is necces.
Feltehetőleg a hüvely kopott lehet.
Jobbára ha az első elővágó él már forgácsolt kiveszem a munkadarabot és jöhet a hajtóvas.Ekkor már jó eséllyel merőleges lesz a menet, nem kínzom a gépet.
Ki kell fúrni , és négyszög reszelővel kireszelni .
Egyszerű ,mert átmenő furata van .
Háromszög kulcsot fúrás után ,már véstem ki kézből ,mert az vakfuratba kellett .
Az "odorba verés" az egy létező művelet ,de természetesen ezek nem úgy készültek .
Azt azért írtam ,mert a kérdés is elég furcsa volt .
Egyébként úgy is készülhetett volna éppen , de úgy csak egy előgyártmány , amit utána készre kell munkálni más módon . Nem tudom én kötekedtem é ,esetleg más ,de nem volt szándékomban , elsőnek semmiképpen .
Nálam már törött le fúró végéről a lap, sőt a MÉH telepről is hoztam már ilyen fúrót. Sima laposvasat hegesztettem rá, nem annyira a nyomatékátvitel miatt, hanem, hogy könnyen kitudjam ütni a hüvelyből.
A négyzetlyukra visszatérve, hogy készítetted? Úgy kérem elmagyarázni, hogy az én egyszerű eszemmel is megértsem :-)
Én úgy képzelem el, hogy kifúrtad, felmelegítetted, belevertél egy négyszögű anyagot (a késtartó csavarokra én így csináltam kulcsot), adott esetben egy törött menetfúrót. Egy ilyen akció nem növeli meg a külső átmérőt?
Olyan nagy gyakorlattal rendelkező szakik vagytok, szívesen jövök ide tanulni, de nem szeretem, ha teljesen feleslegesen kötözködtök! A szőrszálhasogatásnak se látom semmi hasznát! Emlékszek egyszer a nóniuszon is, hogy eltudtatok lovagolni :-)
"A kúpos szárú csigafúrót a fúrógép Morse-kúpos furatába lehet befogni, szükség esetén csökkentő kúpos hüvely közbeiktatásával. A fúráshoz szükséges csavarónyomatékot a kúp adja át a lap közreműködése nélkül. A szár végén levő lap feladata az, hogy megakadályozza a csigafúró esetleges elfordulását, és lehetővé teszi a fúrónak a hüvelyből való kiütését (1.69. ábra)."
A kérdésedre persze nem válaszoltam. Ha kell, holnap leírom neked a pontos képletet (mobilról nem akarok ezzel szenvedni). Bár sok haszna nincs szerintem.
Van olyan Morse kúp, aminek a végén van egy nyelv, ami meneszt. Ez nem tud elfordulni, legfeljebb törni.
Amelyiken nincs ilyen, annál attól függ, hogy mekkora erő nyomja/húzza be a kúpot a hüvelybe. A Morse kúp önzáró, ami azt jelenti, hogy fúráskor nem szabadna neki elfordulni, a fúrószárra ható nyomóerő elegendő.
Elfordulni olyankor szokott, ha furatbővítéskor a fúró belehúzza magát a furatba, kihúzza magát a kúp hüvelyéből.
Ez leginkább réznél szokott előfordulni.
A menetvágás menesztésénél pont az a baj, hogy jó nagy a forgatónyomaték, de nulla erő nyomja a kúpot a hüvelybe.
Szóval ehhez menesztett, vagy behúzószárral rögzített kúp kell.
Itt is turizhatsz, és akkor megúszod a reszelgetést! aliexpress.com/item/1005005179635732.html?spm=a2g0o.productlist.main.99.1c726f78apaKFl&algo_pvid=a62ed0c8-7e2a-4439-91fb-c3920bb5ab06&aem_p4p_detail=202303230240397123547259768780008994133&algo_exp_id=a62ed0c8-7e2a-4439-91fb-c3920bb5ab06-49&pdp_ext_f=%7B"sku_id"%3A"12000031992268424"%7D&pdp_npi=3%40dis%21USD%2117.02%218.34%21%21%21%21%21%40211bd3cb16795644396515445d0709%2112000031992268424%21sea%21HU%210&curPageLogUid=Lfhu9MjtXL8o&ad_pvid=202303230240397123547259768780008994133_10&ad_pvid=202303230240397123547259768780008994133_10
Egy furat, és onnan már megy a reszelés, századozni pedig felesleges! A négyzet keresztmetszetű tűreszelő belefér a z M 6 befogóba, arról nem is beszélve, hogy 2 oldalát meglehet köszörülni (fontos, hogy a megmaradt 2 oldal az legyen, aminek a bezáró szögei 90 fok alatt vannak)!
Ha melegalakítás, akkor - teljes amatőrként - én is inkább egy lyukasztótüskét próbálnék beleverni, mint egy sűllyesztékes szerszámot csinálni és abba belekalapálni a vasat, de még így is nehezen tudom elképzelni, hogyan lesz ebből egy szép szabályos, párhuzamos falú, kis méretű négyzetes luk.
Az én problémán leginkább
1. a kis méret: pl. a reszelgetés jó ötlet, de szerintem már egy M6-os fúróhoz sincs elég kicsi tűreszelőm.
2. és az, hogy ezeknek a hülye menetfúróknak mindnek különböző a mérete. Lyukasztás vagy üregelés minden egyes mérethez külön szerszám kell, ami több mint keserves.
Nyomtatás: No igen, ez egy frappáns megoldás. Egy baj van vele: nagggggggggyyyyyyyon drága játék.
Ha hidegalakítással készíted, akár kézi vagy gépi vésés ,szikraforgácsolási eljárások amennyiben könnyen alakítható az anyag préselés. A melegalakításnál a kovácsok már időtlen idők óta használtak különböző lukasztókat , akár a kardok kézvédői, akár a különböző használati eszközök ilyen formájú megmunkálásai során . Persze mindez az gépesítés megjelenésével (főleg sorozatgyártásban) prések, ellenütésűgépek korában már jóval egyszerűbbé vált. (és még nem beszéltünk korunk nagy találmányáról, a 3 D nyomtatóról)
A süllyesztékes kovácsolást nagyjából tudom mi fán terem - édesapám a Diósgyőri Melegalakítónak volt az igazgatója egy ideig. Ott ezt csinálták orrba-szájba. De az eredmény mindig egy főtengely lett, vagy Rába első híd,
nem pedig egy pár milliméterszer pár milliméteres szabályos sarkos négyzetes luk egy vasdarabon.
Azt tényleg nem tudom, hogyan lehet így csinálni - különösen házi körülmények között.
És a menetfúrókhoz is készíthető középen belső négyszöggel ellátott tárcsa ,aminek a metsző külső mértével megegyező a külső mérete ,kivitele .
Van képem erről másik gépen ,csak azon nincsen net , kell egy pendrájv és felteszem a képet , a macskamelletti eszköz van azon is , csak a külön betétekkel együtt .
Alapvetően nem kell kézzel tartani, hisz a horony mentén csúszik, egyiknek a külseje, a másiknak a belseje. Pijepapáét ha lehúzza a stiftről, akkor kis metszőnél tarthatja kézzel, ezt a funkciót kis menetfúrónál tartom hasznosnak. Janinál ki kéne venni a stiftet. Legalábbis, én így gondolom.
Úgy méretezd a metsző befogó belső átmérőjét, hogy a legnagyobb metszőre legyen jó.
Majd csinálni kell két betétet, fenekes szűkítőgyűrűket, amibe az eggyel kisebb méretű metszőt tudod betenni, majd ezt a szűkítőt beleteszed a befogóba. Ha két lépcsőt csinálsz, akkor az M3-as menetig le tudsz menni.
A hobbyról szedtem le a képet mielőtt ide feltettem ,de az én képem volt .
Azt a fúrót sem használtam én .
Nálam nem forog meg ,mert hosszában rá szoktam hegeszteni egy csíkot ,és köszörűn leszabályozni ,akkor nem fordul meg . És nem is esztergálnám meg ilyen vékonyra ,az a másik .
A metszőtartóról ez a kép volt, pont fordított a csúszó része mint a következő képeken .Pont egy szűkítő metsző méret átalakító betét van benne .
Csak hogy hogy látszódjon mire is gondoltam .
Még azt az aranyos cicát is ellopták rohadék "macskamentők " ! :(
Igen, a menetfúró szempontjából, legbiztonságosabb, ha kézzel tekerjük a hajtóvasat :-)
"...kis gépen elképzelhető még a lazán ,csúszóra hagyott szegnyereg is kis gépen . (de ez azért kissé barbár módszer)" Úgy gondolom a szegnyereg tekerésével, persze a főorsó legkisebb fordulata mellett, követni tudnám a menetfúrót előre haladásában, ha nem, akkor legfeljebb előrehúzza a menetelőfejet az meg akkor, mivel nincs kitámasztva szabadon tud forogni. De az is lehet, hogy terhelés alatt nem tud kioldani a fej és nem jó az egész elképzelésem?! :-)
"Gépi hajtásnál a csúszó metszőtartónál nem igen tudok jobbat elképzelni." Majd, ha jársz a gépeidnél fényképezd le, légyszíves!
Esztergagépen ezt én is csak befogótokmányként tudom használni, mert a forgásirányváltáshoz ennek kéne forogni, tehát ahogy írod ezt kéne a főorsóba befogni csak akkor meg a szegnyeregnél lévő anyát hogy rögzítem?! Most jut eszembe, a szegnyeregbe tudok Morse kúpos befogószárú tokmányt tenni, éppen mostanában csináltam 2db-ot a szerszámköszörűhöz.
Az én menesztőmön úszó mind a két befogási szint. Egy V kivágású betét és szemben egy imbuszcsavar szorítja rá a menetfúrót, tehát nem kell hozzá tokmánykulcs.
Esztergán a "legegyszerűbb" módja a használatának ha a főorsóba helyezed a menetelő fejet. De akkor meg a menetelendő anyag megfogása a gond. Szóval itt marad a fúrótokmány használata a menetfúró megfogására!
"Eszterga szegnyeregbe fogva, nem kell a kitámasztás,"
De nagyon macerás így a menetelés.
A szegnyereg hüvelyt is tudod úgy mozgatni (tekerve) mint a fúrógép/marógép orsóját. Le-fel helyett itt be-ki tekerés van.
Én nem menetelő fejet csak menetfúró befogó "tokmányt" használok. A befogás ugyanazon az elven működik mint a Tiéden. Az első két pofás része nem szorit (bár meg lehet húzni) csak központosít. A hátsó a menesztő. Ez "úszóban" van, követi-beáll a központosított hengeres részhez. Ha a rövid menetfúró és a négyszög nem éri el a menesztőt akkor könnyen megforog. (Van-e kulcsod hozzá? Nekem csinálnom kellett.)
A kis tokmányom befogási tartománya 0,5-6 mm. De központosítja az 1/4 colos menetfúrót is aminek a hengeres része 7 mm. A képen 1 mm-es fúró van befogva. A legkissebb amit megszorít 1/16 coll. Az ilyen kis átmérőjű spirál fúrók nem fognak megforogni még a központosító részben sem. (Mert a márka is számít!)
Szóval, nyugodtan szereld szét, takarítsd ki és ellenőrízd, hogy központosan szorít-e az eleje. A két furat egyke kémlelő nyílás lehet, hogy lásd a négyszög befogást. Az enyémen mindkét oldalról ellenőrízhető ez a művelet.
A képeket külön küldöm mert itt "nem veszi be" őket!
Konkrétam ezt a fejet soha nem használtam ,csak egy érdekesség nálam .
Kis meneteket nagyon sokat fúrtunk FO típusú oszlopos fúrógépeken .
M3-mondjuk M8 IG nem kell semmi trükk , sima kézi kulcsos tokmány , fáziscserés irányváltással .
Ami nem fért alá ott használtunk Bulgár , hasonló mechanikus megoldású kézi menetfúró gépet is ,
ott egy patronos megfogás volt elől a fejben ,központosításra , és úgy emlékszem beljebb volt a pofa a négyszög menesztésére .
Da a maiakhoz hasonló villamos irányváltású kézi fúrógépek jobban használhatóak voltak .
Esztergára nem ez a fej való .
Esztergán csúszó résszel ellátott fix menetelőfejet szokás használni , a legnagyobb használni kívánt metsző megfogására kialakított befogó résszel .
Ebbe csatlakoztathatók metszőtartó átalakítók -kisebbre , és négyzetes "lukkal" ellátott , kívül a metsző külső kialakításához hasonló hengeres betétek .
Egy kép sokkal egyszerűbb lenne ,csak éppen máshol vagyok .
Úgymond kézi az előtolás? Tehát folyamatosan nyomod a fúrógépet és egy menetes orsót tekersz ki előtte és ahogy azt tekered úgy halad előre? Én olyant láttam, ahol a menetes orsóval magát a fúrórudat tolták előre. Majd ha csinálsz egy munkát, tehetnél fel képet az összeállításról! Milyen fúrógépet használsz, tud elég lassú fordulatot, hogy csatlakoztatod a fúrórúdhoz?
"ha tényleg ilyen lenne neked" Nehogy megsértődj! Ezt nem bántó szándékkal írtam, meg nem is gondoltam, hogy ebből a megfogalmazásomból valami rosszat lehet kiolvasni?!
Köszönöm szépen válaszod, úgy működik, ahogy írtad! A nyomatékhatárolót is tudom állítani és az is működik, majd készítek bele megfelelő átmérőjű köracélt, mert a furatai eléggé szét vannak cseszve és látszik, hogy csőfogóval tekergették!
Újabb kérdéseim merültek fel, vele kapcsolatban:
- Mire jó a két kis furat (egyik a Morse kúp tövében, másik a befogó fejen)? Zsírzó furatnak gondolnám?! Az alsóból, akaratom ellenére, sikerült egy kicsi kúpos rugót kiszednem, amit nem is tudtam visszarakni. Menet nincs bennük, sima D5 furat. Van ennek bármi jelentősége? Nincs golyó alatta, amit nyomna, nem láttam ott semmit.
- Csak kézben próbáltam, még nem fúrtam vele menetet, inkább kérdeznék még. A hosszú menetfúrót belehet úgy fogni, hogy a belső pofa fogja a négyszöget, a külső meg a hengeres szárra fog rá, de egy rövid menetfúrót csak a külső pofával lehet megfogni. Ez utóbbi esetben se akar "elmenni a központból" a menetfúró, nem töri el?
- Ez a menetelő fej fúrógépre/marógépre van kitalálva. Eszterga szegnyeregbe fogva, nem kell a kitámasztás, ott a főorsó forgásirányát kell megváltoztatni. Használtad esztergagépen?
Szerintem a kettő nem ugyanaz. A Gellért féle sokszög eszterga a munkadarab bolygómozgásával hozza létre a különleges alakot. A fenti esetben a szinkronban forgó alkatrész és szerszám párosa hozza létre.
Érdekes ez a magyar nyelv, más a logikája mint a nyugati nyelveknek, annak ellenére hogy az ipari forradalom után az ipari tevékenységek (gépipar,malomipar..stb) nyugatról áramoltak/szivárogtak kis hazánkba.
Ezzel együtt a szerszámok, mérőeszközök..stb. megnevezéseit is az eredeti nyelvre hajazó formában használták pl.(stekli, hammer, vinkli, cirkli, kirner, subler..stb)
A "horizont eszterga" meg a "kiesztergáló fej" + a "nóniusz gyűrű"a keresztszán orsón.. megnevezés az egy magyar (nyelvi) sajátosság, ami annyira elterjedt/meghonosodott hogy mindenki érti..,sőt így is tanították..
Az akkori műszaki értelmiség is ezeket a kifejezéseket használta, és tanította is.-annak ellenére hogy műszaki értelemben nem helyes-
A kiesztergáló fej-re ma sem tudok megfelelőbb (helyes magyar) elnevezést, pedig semmi köze az esztergáláshoz..
De hasonló a helyzet a "kockás-füzet" ..ami nem kockás hanem négyzetrácsos (ennek ellenére ma ár teljesen elfogadott meghatározás).. A "halászlé".. amit nem a halászból, sőt nem is halász levéből főzik.. :)
A tv-ben az ismeretterjesztő műsorokban (pl. hogyan készül..) gyakran hallom hogy a kör alakú/kör keresztmetszetű alkatrészeknek nem átmérője hanem szélessége van... :((
A hirdetésekben meg már szinte nem is találkozunk helyes kifejezésekkel... Többnyire fúrószárakat,marószárakat árulnak... :(
Így változik a nyelvhasználatunk sajnos rossz irányba..
Elfogadom a választ, mivel nem értek hozzá :-). A lefejtő marást eddig csak fogakerekek gyártásával kapcsolatban hallottam, de igazad van, miért ne lehetne más alakot is marni ezzel a módszerrel.
Ezt a készletet nem Én készítettem ...Én csak használom . Akitől hozzám került az készítette - készíttette . Vill. fúrógéppel (kézi) forgatom , és szemből egy menetes orsónak nekitolva történik az előtolás ... Nem tudom , hogy ezek milyen anyagból vannak , amit Én készítettem az új hidraulika szárból készült .
Tényleg nem! Szépen elindultál a "kályhától". Kibarkóbáztad, hogy ez "csak" marási művelet lehet.
Szerintem ez (hogy az eredeti kérdésre válaszoljak) egy kiesztergáló készülék amelyet marógépen használnak pontos furatok kialakítására. Itt nagyon elmésen a kést és a fordulatot megfordítva palást esztergálásra használja a készüléket. Ez a mérőeszköz használatából is kiderül.
Konklúzió: Miután esztergán is lehet marni, marógépen is lehet esztergálni. De mindkettő forgácsolás!
Na, megleltem az idevágó táblázatot, ami egyrészt a levezetésedet támasztja alá, másrészt ami miatt érzem hülyeségnek a horizontál-eszterga kifejezést.
Annyit azért hozzátennék, hogy abban tuti mindannyian egyetértünk, hogy a marásnál egy- és kétélű marószerszámokkal is kibővült mára a paletta.
Valami hányadék nem tudom milyen anyag lehet ez a hatszög.
Tocsogósra olajozva, 0.2mm-rel a méret alatt, kézzel hajtva, durván nyiszog az anyag. Itt tuti hogy valami nincs rendben vele.
Nagynehezen rászenvedtem kézi behajtóval a menetetm, utána gondoltam kifúrom esztergán. Hát az is úgy visít mint a veszedelem, pedig jó fúróval fúrom.
Amúgyis marhalassan dolgozok (nem azért mert mindig olyan szuper a végeredmény, hanem azért mert experimentális a munkám), de amennyi időt erre már elcsesztem..........
El is ment a kedvem az egésztől, add ide a söröm......
2. A főmozgást a szerszám végzi -> esztergálás kizárva.
3. A főmozgás forgó -> gyalulás,vésés, üregelés kizárva.
4. A forgácsoló szerszám határozott élű -> köszörülés kizárva.
5. Marad a marás és a fúrás. Az utóbbin el lehet rugózni, hogy az a marás speciális esete-e vagy sem, de abban szerintem megegyezhetünk, hogy ez nem fúrás.
Szóval egy befutó maradt:a videón egy marási műveletet látunk.
Nem olyan bonyolult ez: Ha valami úgy néz ki, mint a marás, olyan hangja van, mint a marásnak, és marógépen csinálják --- akkor az marás.
Abban az értelemben baromság, hogy esztergályozásnak azt a forgácsolási műveletet nevezik, amikor ,,a forgó főmozgást a munkadarab, a mellékmozgást a szerszám végzi".
Meg az összes függőleges tengelyű eszterga... (Kis méretűek is léteznek, öklömnyi alkatrészekhez - CNC-ben többorsós ill. többmunkateres kivitelben is.)
Eszterga elnevezés nem annyira baromság a "horizont"-ra, tekintve a megmunkálás - a marást, fúrást kivéve - a jellegét tekintve esztergálás. A mozgás séma egymáshoz képest ugyanaz , relativ, tök mindegy hogy a munkadarab forog vagy a kés kering. Alkalmas kiesztergáló szerszámmal a csapokat is meg lehet vele munkálni, beszúrni, oldalazni is tud (síktárcsa szán).
(első problémám a hová-fogassuk-fel-a-mindent-is kérdése. Utána viszont azonnal jön az, hogy hogyan határozzam meg a furatok pozícióját, ha nem ismerem az eredetit, és oválra kopott a rendszer minden eleme, csapok, csapágyak. Van egy olyan sejtésem, hogy a fogaskerekek alapján le kell méreteznem a rendszert újra, és az abból kapott adatok alapján meghatározni a tengelyvonalakat.)
A kép felvezetőjében angolul boring mill-nek nevezik, valszeg annak a magyar ferdítése a fúró-marómű, amit említesz.
Az sztem teljesen rendben van.
A horizontáleszterga egy baromság, alapvetően nem eszterga (nem a munkadarab forog az álló kés mentén), és alapvetően minden eszterga horizontális, kivéve a ritkább karusszel-esztergákat.
Ezt a gépet egyébként valami érthetetlen okból kifolyólag magyarul horizontálesztergának nevezik (vagy ,,vízszintes fúró- és marómű'', aminek már értelme is van).
Régen az egyetemen a szerszámgépész hallgatóknak tipikus "szívatós vizsgakérdés" volt, hogy sorolja fel a horizontáleszterga fő és mellékmozgásait. Mert van belőle pár.
Én csináltam hasított metszőt . Illesztett csavart kellett készítenem 11 x 1,25 - ös méretben . Szelepállító csavart . kontraanya gyárilag sem fért el . Miután elkészült az illesztett menet a csavar elején lévő 5-6mm-es szakaszt lazábbra kellett készíteni .
Sajnos megoldást nem tudok, de én is jártam már így. Annyit mondtak hogy ehhez a módszerhez a névleges átmérő alá 0.2mm-vel vegyük az átmérőt esztergáláskor. Ettől függetlenül volt hogy ugyanígy jártam, nekem is sokszor a szegnyerges nekitolás segített, egy idő után nem jelentkezett a probléma, de ma sem tudom miért. Ma már inkább elő esztergálom az M12 feletti meneteket és metszővel fejezem be.
14-es menetet vágni acélba - metszővel, egy menetben - ehhez jókora erő kell.
Azon ne csodálkozz, hogy elforog a metsző a szegnyeregben.
De azért egy combosabb menetmetsző tartóval kézből meg kéne tudni csinálni (igen: erőlködni kell).
Kenni kened, ugye?
Még azt nem értem, hogy ha már ott az anyag az eszterga tokmányában, miert nem azzal vágod rá a menetet? Azt is lehet, hogy késsel kinagyolod, aztán a metszőt (könnyedén) rátekerve befejezed.
Hát megpróbáltam kisebb letörési szöggel, akkora letöréssel hogy 4mm-rel kisebb az átmérő mint a metsző magmérete és szegnyereggel rányomva. Odáig jutott hogy belekapott és megforgott a szegnyeregben a hüvely.
A méret 13.6mm [műhelyben mérve ;-) ] tehát nem gondolnám hogy ott a gond.
Kivettem az anyagot, és satuba fogtam, de ott megszorult a metsző és vinnyogott is ahogy próbálta vágni a menetet.
Oké mondom, biztos valami van az anyaggal és ott nem oké. Megfordítottam a szálat, de a másik oldalon ugyanez.
Az anyag egy hatszögacél, mint említettem szép fényes felületű lesz amikor esztergálom (nem tudom milyen pontos anyagtípus).
Arra gondoltam hogy lehet hogy túl nagy fogással esztergálom a méretet, és feleadzódik az anyag?
Konkrét érdemleges választ nem tudok adni , de én a hossz tengelyhez képest kisebb szöggel próbálnám a menetbekezdés letörését , értelemszerűen legalább a magméretig .





















































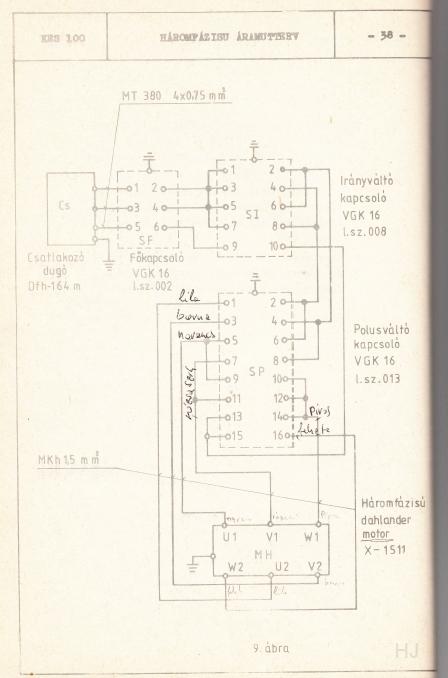
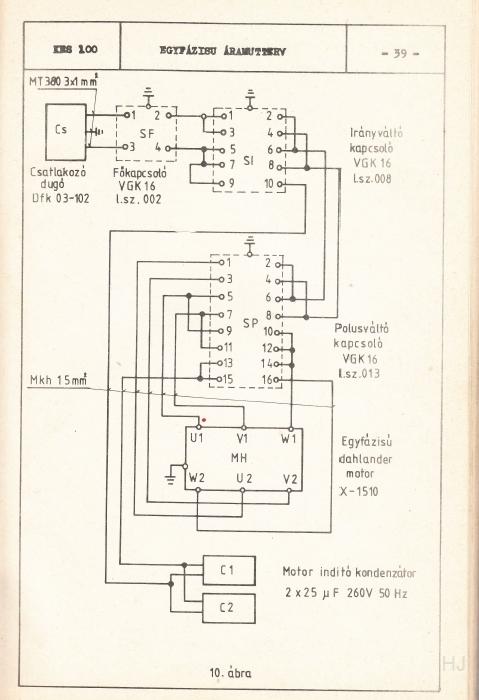

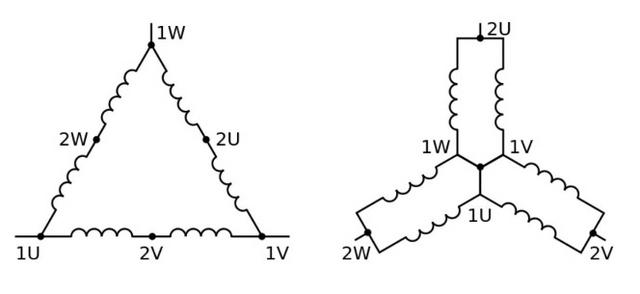



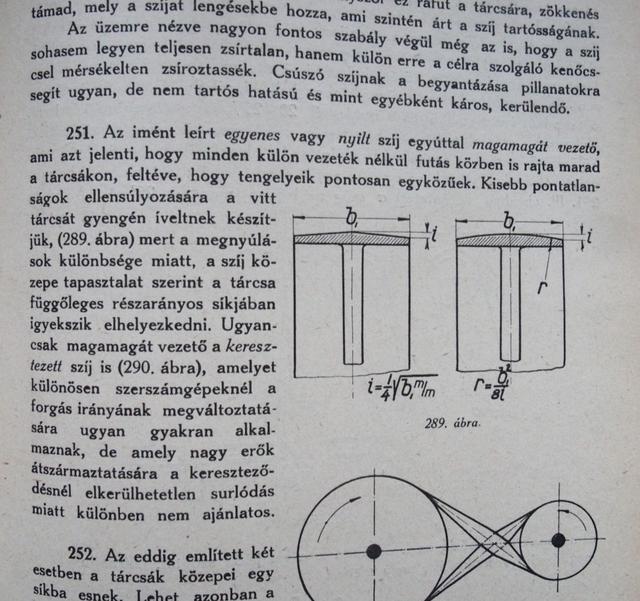









 Remélem nem sértek szerzői jogot ...
Remélem nem sértek szerzői jogot ...






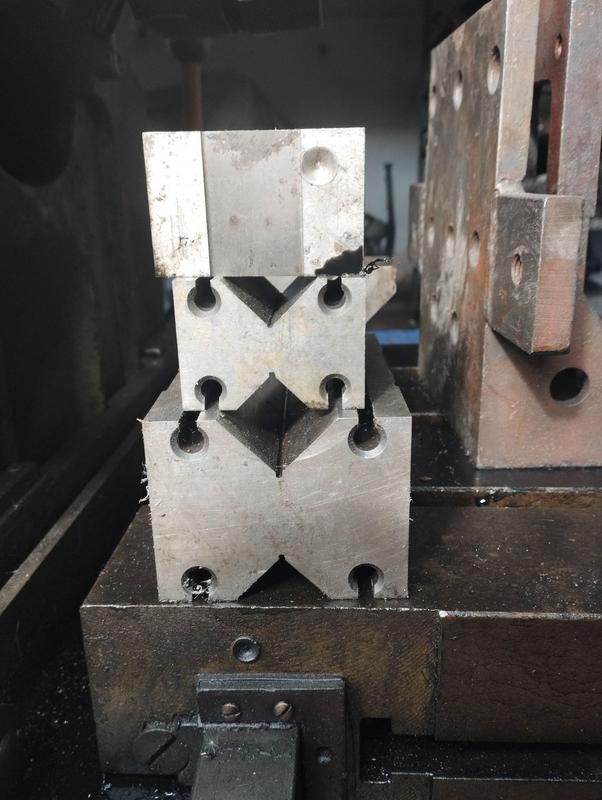









 Pár vackom .
Pár vackom .